More challenges in the production of curved insulating glass.

Flexible and creative design, high performance without losing style, many buildings today (whether exterior or interior) use curved insulating glass. It is well known that the production of curved glass and curved insulating glass has always been extremely challenging. In the past 10 years, the market has been constantly summarizing successful experiences and failures. Now the emergence of new technologies is making the application of curved insulating glass easier and easier, which can meet innovative design styles without affecting quality and structural performance. LIJIANG Glass will analyze typical engineering cases to find out where the difficulties and challenges are. What methods can be used to avoid or reduce hidden dangers in the design and assembly of curved insulating glass?
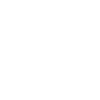
What is the biggest challenge? Regulators and energy-saving assessment standards in various countries and regions are constantly putting forward higher requirements for the door and window industry. The traditional flat glass industry meets energy-saving indicators by adopting warm edge technology and high-performance coated glass, and curved glass has also been used in unique designs of commercial and residential buildings to realize the eye-catching ideas that designers and developers expect. The shapes and styles of single curved glass are almost diverse, please see the example in the figure below:
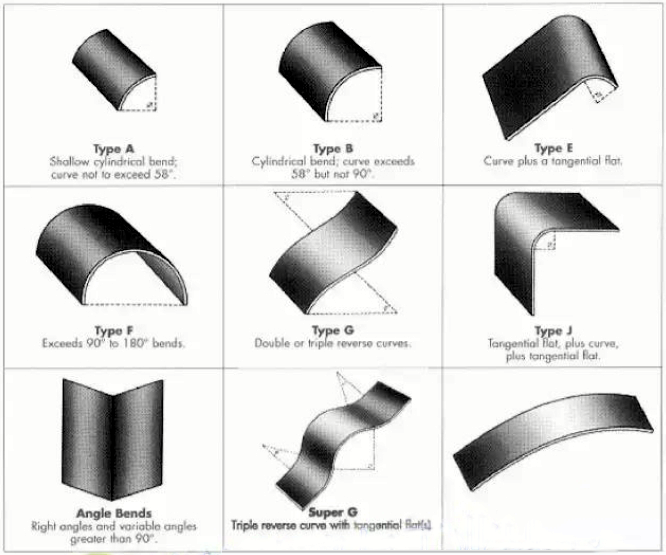
Figure 1 More difference shapes and styles of single curved glass
The requirements for thermal performance and energy efficiency also bring challenges to curved glass, which has never been seen in the flat glass market. Curved insulating glass now requires two, three, or even more pieces of glass with film structure to be bent into a consistent shape and separated by the same air spacer, as shown in the figure below. There are huge challenges here. How to minimize the deviation in curvature fit and deal with potential defects during the processing process, here we will explore several possible methods.
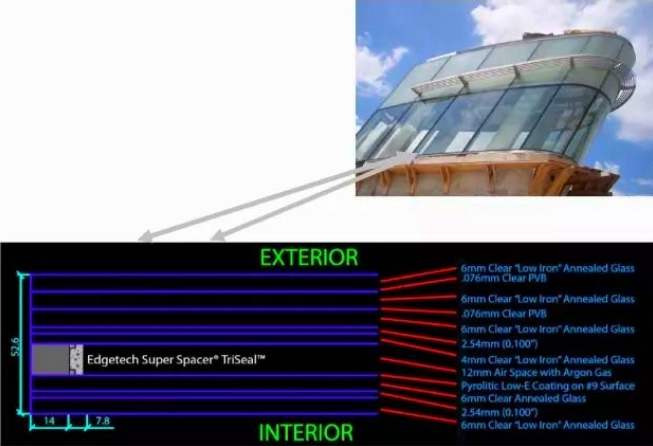
Figure 2 Curved insulating glass requires pieces of glass with film structure to be bent into a consistent shape
Today's new technologies and new processes allow designers to design curved or curved insulating glass without losing the performance that flat insulating glass should have.
Challenge 1: The durability of curved insulating glass
Traditional flat glass has different testing standards in different countries. Until a few years ago, European insulating glass processors had to do durability tests according to the standards of the countries where the products were exported. After the efforts of industry insiders, the durability test standards were finally unified into one standard (EN1279). The purpose of the test is to review the processing technology of insulating glass processors and whether they can continuously and repeatably produce products that meet the standard requirements.
The North American market has also experienced a period of coexistence of many test standards, including ASTM773/774 and CGSB12.8. The final standard was unified into ASTM2190, which combines the standards of the United States and Canada. Similarly, the purpose is to use a test standard to give confidence to the processing plant. If they can pass this standard test, it means that they produce durable and reliable insulating glass products.
The functional design of the edge seal plays a very important role in the durability of insulating glass. It should be noted that just passing a standard test does not mean that the sealing system you choose is the best choice. A truly excellent system is one that can reduce the intermediate processing links and has the necessary flexibility and energy-saving characteristics to achieve the repeatable durability you expect.
As we all know, the edge seal of curved glass is subjected to greater and more dynamic stress changes than traditional flat glass. For this reason, processors and designers need to be particularly careful in selecting and using appropriate edge sealing systems to reduce the failure losses of insulating glass caused by improper selection.
The edge durability of curved insulating glass also affects the selection of other related components, including coated glass, argon filling, and spacers, which will ultimately determine whether you can achieve the energy-saving requirements you want to achieve.
If you want to reduce the U value by 0.2, we can take the following measures:
- Fill with argon-gas;
- *Replace rigid metal spacers with flexible warm edge spacers;
- Replace online Low-E glass with offline Low-E glass
Each solution will bring the following results:
- Filling with argon will improve thermal insulation performance, but increase production costs and one more process. Customers will also question the long-term retention rate of argon. The inert gas argon filled cannot be seen, touched, or smelled. How can it be ensured to be maintained in the hollow glass cavity for a long time?
- *Flexible spacers reduce processing steps and improve thermal performance. Practice has proved that it also has long-term durability, and you can see and identify it with the naked eye.
- Offline Low-E glass improves thermal performance, but because the film layer is very fragile, it is very easy to be scratched and damaged during transportation.
If you want to reduce the U value by 0.4, you can combine two solutions:
- Fill with argon and use offline Low-E glass;
- *Use flexible warm edge spacers + offline Low-E glass
These two solutions will also have similar consequences:
- Customers are still skeptical about nitrogen filling, and offline Low-E glass needs to be handled very carefully to avoid damage to the film layer.
- *Flexible spacers reduce processing steps and improve thermal performance. The practice has proved that it also has long-term durability; offline Low-E glass improves thermal performance, but because the film layer is very fragile, it can very easily be scratched and damaged during handling.
Both of the above solutions can reduce the U value, but which one can bring more cost reduction and processing convenience?
The solution with * can achieve the greatest improvement in thermal performance and significantly reduce complaints and claims caused by manufacturing defects.
Challenge 2: How to choose the right spacer to produce curved insulating glass
The selection of spacers is crucial to improving the overall thermal performance of insulating glass. Globally, customers are willing to use warm edge spacers to improve the energy-saving index of curtain wall insulating glass buildings. However, not all spacers have the same thermal performance and processing convenience. They also have different durability performance, especially when used under high-stress conditions, such as curved insulating glass. Below we will specifically discuss the pros and cons of various spacer selections in the production of curved insulating glass. These principles also apply to flat insulateds.
Today, various rigid and flexible spacers can be seen on the market. As the requirements for thermal conductivity are getting higher and higher, the market tends to choose spacers with low thermal conductivity. At the same time, when producing curved insulating glass, designers are reluctant to choose rigid spacers because their characteristics will be distorted during the bending process, resulting in uneven size of sealant on the edge, and it takes a long time to perform precise bending.

Figure 3 The rigid spacers will be distorted during the bending process
For this reason, we mainly discuss the characteristics of flexible spacers here because they are not affected by the above problems.

Figure 4 The characteristics of insulating glass flexible spacers
How to choose the right spacer is very important to consider the process and application. For example, flexible silicone foam spacers have suitable products for different assembly processes and sealants.
Considerations of the assembly process: The production of curved insulating glass requires a different process flow from that of flat glass. The specific details of the assembly and laying of spacers, the type of second sealants, the depth of second sealant application, etc. are not discussed here; the installation and application of a single product must be carried out under the guidance of the specific product manufacturer. In addition, the assembly of insulating glass also needs to consider whether it is framed installation or frameless structural bonding.
1.1 Choose the right spacer and sealant system
If insulating glass is placed in a frame for installation, the structural sealant is usually not required. Frameless or hidden frame curtain wall insulating glass must be bonded to the structural member by a structural adhesive. Because the outer glass lacks a direct connection with the structural member, structural silicone sealant is required to ensure the overall structural strength of the insulating glass.
Not all spacers are compatible with structural adhesive, so special attention should be paid to the requirements of the installation method.The selection of structural adhesive must be made by designers or experts, and cannot be decided by hollow glass processors themselves. The matching of spacers and sealants must also be fully communicated and confirmed with professional organizations.
1.2 Advantages and limitations of using flexible spacers to produce curved insulating glass
Flexible spacers can be laid directly along the curved contour of curved glass.
The curvature fit of two pieces of glass should not exceed 1mm within 1 extended meter to ensure good lamination.
Pay special attention to the plate-pressing of insulating glass with a spacing layer exceeding 12mm. The spacers cannot be tilted. At this time, the process skills of plate-pressing of insulating glass will be very important. In particular, the insulating glass production line of synchronous belt-assisted insulated glass lifting + screw drive pressing plate independently developed and produced by LIJIANG Glass is suitable for the plate-pressing of such insulating glass.
1.3 Curved insulating glass production stage
1.3.1 Preparation of glass
Due to the characteristics of the curved surface of curved glass, the glass needs to be washed and dried manually before production. Pay special attention not to scratch the coated surface.
1.3.2 Laying of spacers
In order to ensure accurate positioning and good bonding of flexible spacers, the best way is to lay the spacers on the raised surface of the glass.

Figure 5 Lay the spacers on the raised surface of the glass
For glass with multiple curved surfaces or opposite curved surfaces at the same time, the spacer strips should be laid on the surface with the smallest convex radius.
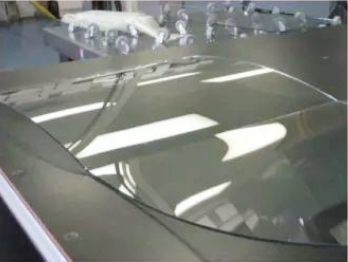
Figure 6 The spacer strips should be laid on the surface with the smallest convex radius
1.3.3 plate-pressing
Different from the plate-pressing method of ordinary flat glass, it is best to start plate-pressing from one corner of the glass and then slowly extend it to other positions; it is difficult to achieve successful plate-pressing of curved glass in one go. In many cases, horizontal plate-pressing is not practical, so the laying and plate-pressing of the spacer strips need to be carried out vertically.
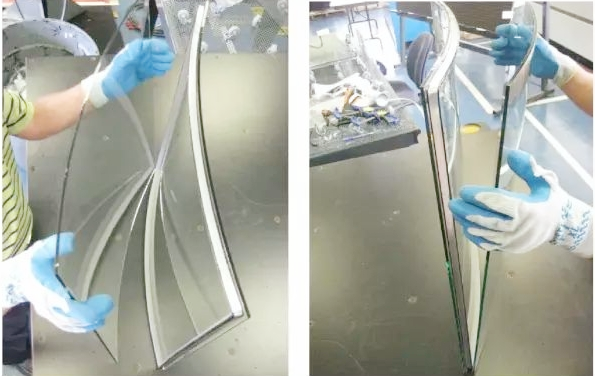
Figure 7 The laying and plate-pressing of the spacer strips need to be carried out vertically
In the hot bending process, the corners of the glass usually reach the temperature required for hot bending last, which will cause the curvature of the two pieces of glass at the corners to be less consistent than in the middle. In order to prevent sealing holes in the corners, butyl extruder coated strips need to be added to fill the potential gaps.
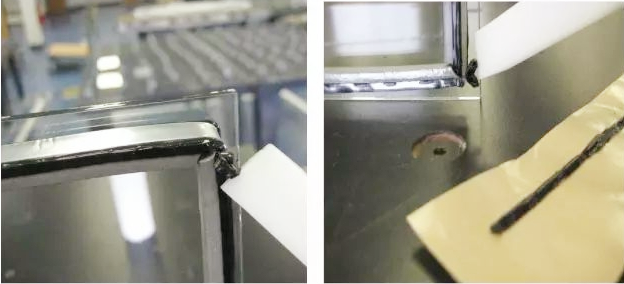
Figure 8 The butyl extruder coated strips need to be added to fill the potential gaps.
Most corner sinking can be solved through multiple attempts and experiments before formal production can begin.
1.3.4 Lamination
For curved glass, it is impossible to press with a machine. Usually, the "C" type pliers are used to press along the four sides of the glass to ensure good infiltration of the adhesive and butyl extruder sealant. During the pressing process, special attention should be paid to not scratch the glass or cause other damage.
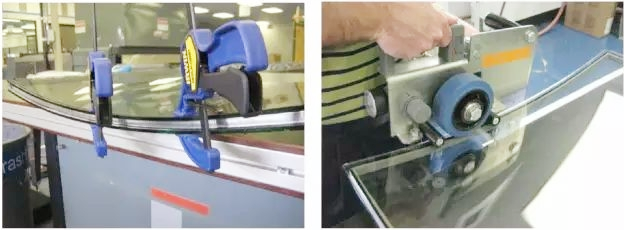
Figure 9 The "C" type pliers are used to press along the four sides of the glass
Another method is to use a handheld radial pressing tool for pressing.
1.3.5 Filling with argon-gas
It is necessary to pay special attention to the reasonable placement of the inflation tube and control the inflation flow rate to ensure sufficient filling concentration for complex-shaped insulating glass and that the air can be quickly removed.
For jumbo size panels producing, it takes longer to inflate the insulating glass. If the air is over-inflated, the insulating glass may need to be depressurized.
1.3.6 Apply two coats of sealant
Depending on the size, weight, and structural configuration of the insulating glass, it may be necessary to apply two coats of sealant in a vertical state.
In vertical conditions, wooden blocks or other similar blocks may be used to support the glass off the ground. When applying the sealant, especially when it reaches the support position, the glass will easily slide or misalign, but you still need to take measures to ensure that the insulating glass is sealed at the same time.

Figure 10 The wooden blocks or other similar blocks may be used to support the glass off the ground
The quality inspection and requirements for the second sealant are no different from those for flat glass.
1.3.7 Handling of new products
During the curing period of the second sealant, both the upper and lower glass sheets need to be effectively and completely supported by wooden blocks or similar blocks.
During the handling process, vacuum suction cups or rope loops are required to protect the insulating glass from being squeezed, especially the edges of the glass.
2. The conclusion
As the design of curved insulating glass becomes more complex, its manufacturing difficulty is also increasing. However, as long as the right components and materials are selected and the appropriate process is applied, the probability of defective products should be minimized. In the past few years, the door and window industry has greatly improved the quality and performance of coated glass, spacer materials, profiles, and other related components. Architects now have more options to realize their creative designs. The development of flexible warm edge technology also brings new possibilities to the industry, that is, more application of curved insulating glass to realize creative designs without sacrificing structural integrity and energysaving performance.
Global insulating glass manufacturers can now provide more high-quality, energy-saving insulating glass to the architectural market without limiting the design.
For more information about insulating glass processing equipment and glass processing machinery, please click here to learn more.