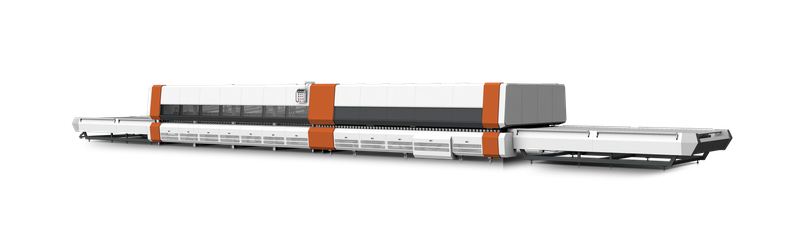
LJ Glass Machinery completed the on-time shipment of high-quality glass processing machines, providing reliable and efficient solutions for glass factory production lines.