Analysis and suggestions based on the results of quality supervision and spot inspection of building laminated glass products.
1. Preface
Laminated glass for construction is a general term for composite materials in which glass and glass and/or plastic materials are separated by an intermediate layer and bonded together through processing. It is currently one of the most ideal safety glasses. There are many types of laminated glass, which are divided into dry laminated glass and wet laminated glass according to the production method. Dry laminated glass is a composite glass product made by heating and pressing an organic material intermediate layer between two or more pieces of glass. Wet laminated glass is to pour a prepared, pre-polymerized adhesive into the middle of two or more pieces of glass that have been molded together, exhaust the gas, and undergo thermal polymerization, photopolymerization, or thermo-photopolymerization, and the slurry solidifies and combines with the glass. Made by bonding together. The most commonly used and representative product at present is laminated glass with PVB film as the middle layer. Laminated glass has the characteristics of transparency, high mechanical strength, and resistance to environmental aging. Its remarkable safety performance meets the requirements of modern architecture. At present, it is estimated that there are more than 20,000 large, medium, and small-sized construction laminated glass manufacturers worldwide, with an annual growth rate of more than 30%, and good market development prospects.
2. Laminated glass product quality supervision and spot inspection
From 2017 to 2021, LIJIANG Glass assisted several customers who were using laminated glass production equipment and conducted multiple product quality supervisions on the produced architectural laminated glass by the "Safety Glass Laminated Glass for Construction" and related quality supervision and spot inspection specifications. Spot check, the main performance indicators involved are thickness deviation, heat resistance, moisture resistance, radiation resistance, falling ball impact peeling performance, and shot bag impact performance, among which, heat resistance, moisture resistance, radiation resistance, falling ball impact peeling performance Performance and shot bag impact performance are mandatory product certification inspection items. LIJIANG Glass summarizes and organizes information data published by actual users. Among them, unqualified batches and batch qualification rates are calculated based on the safety performance index qualified results.
Table 1 for random inspections.Table 1 Spot check product qualification rate
| Years | Extraction | Total Batch | Unqualified Batch | Batch Pass Rate |
| 2017 | Self-test | 150 | 35 | 76.7% |
| 2018 | 150 | 22 | 85.3% | |
| 2019 | 76 | 8 | 89.5% | |
| 2020 | Saudi Arabia | 50 | 4 | 92.0% |
| 2021 | Serbia | 30 | 0 | 100% |
| India | 56 | 5 | 91.1% | |
| Malaysia | 35 | 7 | 80% | |
| Egypt | 10 | 10 | 100% |
Note:
- The data comes from the product quality supervision and spot inspection information of glass deep processing manufacturers.
- In Serbia, 30 batches of building laminated glass were randomly inspected in 2019, and 3 batches failed due to thickness deviation, but all safety performance indicators were qualified; in Malaysia, 8 batches were unqualified in 2019, 7 of which involved safety performance indicators.
As can be seen from Table 1, the batch qualification rate of construction laminated glass product quality supervision and spot inspections has steadily increased for three consecutive years from 2017 to 2021, from 76.7% to 89.5%, showing that product quality supervision and spot inspections have improved product quality in the construction laminated glass industry. The effect is obvious.
In 2018 and 2019, there was no supervision and random inspection of the quality of architectural laminated glass products at the glass deep processing enterprise level. To conduct a more comprehensive analysis of the quality of architectural laminated glass products, LIJIANG Glass collected data from Saudi Arabia, Serbia, India, Malaysia, and Egypt etc. in 2018 and 2019. The city's laminated glass manufacturers that have cooperated used the results of 6 quality supervision and random inspections of architectural laminated glass products. A total of 181 batches of architectural laminated glass products were randomly inspected, and 16 batches failed to meet safety performance indicators. The pass rate of the random inspection batches was 91.2%, which reflected The actual situation of the quality of building laminated glass products of glass deep processing manufacturers in these key areas was analyzed.
3. Situation of unqualified inspection items involved in spot checks
Statistics of the inspection results revealed that the unqualified items in the spot inspections covered thickness deviation, heat resistance, moisture resistance, radiation resistance, falling ball impact peeling performance, and shotgun bag impact resistance. Except for thickness deviation, the above-mentioned unqualified items are all inspection items required for compulsory product certification. See Table 2.
Table 2 Distribution of unqualified items in national and local spot checks
| Years | National/Local Drawing | Thickness Deviation | Heat Resistance | Radiation Resistance | Moisture Resistance | Impact Peel Resistance | Shot Bag Impact Performance |
| 2017 | Self-test | 1 | 35 | 5 | 4 | ||
| 2018 | Self-test | 18 | 1 | 1 | 3 | ||
| 2019 | Self-test | 8 | 1 | ||||
| 2020 | Saudi Arabia | 3 | 1 | ||||
| 2021 | Serbia | 3 | |||||
| India | 3 | 2 | 1 | ||||
| Malaysia | 1 | 7 |
It can be seen from Table 2 that among the 6 inspection items involved in the supervision and spot inspection, the most important unqualified item is heat resistance. A total of 568 batches of products were randomly inspected during the supervision and spot inspection of glass deep processing enterprises. Among them, 74 batches failed to meet the standards of heat resistance, 10 batches of products failed to meet the standards of radiation resistance, 6 batches of products failed to meet the standards of moisture resistance, and 5 batches of products had unqualified thickness deviations. Passed, but the impact performance of 3 batches of shotgun bags failed. The distribution proportion of unqualified projects is shown in Figure 1.
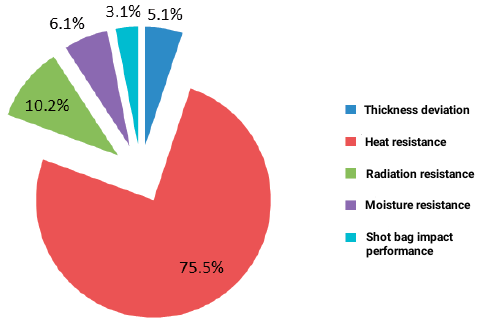
Figure 1 The distribution proportion of unqualified projects
As shown in Figure 1, heat resistance accounts for 75.5% of all batches of unqualified items. Considering that national and local supervision and inspection of architectural laminated glass products mainly focus on architectural laminated glass products with an intermediate layer of PVB film produced by dry process, and the unqualified items are mainly concentrated on environmental resistance performance items mainly including heat resistance, this article mainly Analyze the reasons for unqualified environmental resistance, heat resistance.
4. Analysis of the causes of main unqualified items
4.1 Test requirements
The environmental resistance test is based on the relevant requirements. Among them, the heat resistance requires that no bubbles or other defects can occur in the part 13mm beyond the edge or crack after the test; the moisture resistance requires 15mm beyond the original edge and 25mm beyond the cut edge after the test. There should be no bubbles or other defects in the 10mm part of the crack; radiation resistance requires no significant discoloration, bubbles, or turbidity after the test, and the relative change rate of the visible light transmittance of the sample before and after the test should not be greater than 3%.
4.2 Laminated glass allows the original two layers of glass with bubbles or other missing paths to be separated.
4.2.1 PVB film quality
The number of hydroxyl groups, moisture content, thickness uniformity, strength, and compatibility with plasticizers in PVB film will all affect the quality of laminated glass, such as degumming and bubbles. This requires building laminated glass manufacturers not just to buy cheap PVB film or even recycled PVB film when purchasing PVB film, so as not to bring quality risks to the laminated glass.
4.2.2 Production process
The automated production process of dry laminated glass (the middle layer is PVB film) mainly includes laminating, pre-pressing, and high pressure. Environmental conditions are key when laminating films. Production companies should control the temperature and humidity of the laminating room. Generally, the temperature is controlled at around 18°C and the relative humidity is controlled within the required humidity range of the film. When joining the films, pay attention to the alignment of the upper and lower glass sheets, control the overlap, leave a certain amount of film around, and slightly heat the glass surface so that there is a certain bonding force between the glass and the PVB film, but the temperature control is different from the thickness of the PVB film. There is a certain relationship, and it should not be too high. If the temperature is too high, the film will shrink, causing the film to wrinkle or shrink. It will also cause premature edge sealing or difficulty in repositioning the film. Premature edge sealing will cause internal production of the laminated glass. bubble. It is generally recommended that the temperature of the glass during lamination should not exceed 35°C.
The purpose of pre-pressing is to remove the air between the glass and the film to avoid bubbles during autoclaving. The roller pre-pressing method is a common pre-pressing method. It heats the glass surface after lamination to a certain temperature and then rolls it twice with a rubber roller at a certain roller pressure and speed. The temperature during rolling should not be too high, otherwise, it will cause the film to shrink or flow out, resulting in degumming or bubbles in the laminated glass.
There is still some gas in the pre-pressed laminated glass, and the bonding strength is not high. It is necessary to apply a large and uniform pressure to reach the temperature required for the film to soften so that the remaining little air can be dissolved in the PVB and eliminated. Bubbles, and through diffusion, PVB, and glass finally bond to each other. During the autoclaving process, the temperature and pressure rise must be synchronized. If the pressure is applied too fast and the temperature rises too slowly, the heat transfer medium will penetrate between the film and the glass, causing the edge of the laminated glass to be poorly sealed; if the pressure is applied too slowly and the temperature rises too fast, the remaining air will expand into large bubbles.
The production enterprise should set the appropriate heat preservation and pressure holding time according to the production equipment. If the pressure holding time is insufficient, the film cannot reach the viscous flow state, which will cause the film and glass to have low adhesion and be easily debonded. It is important to control the cooling time during the cooling and decompression process. If the cooling time is too short, the decompression temperature may be too high, and it may also lead to poor adhesion between the PVB film and the glass.
The production process parameter settings of each process of PVB laminated glass have a great relationship with the company's production equipment, the performance of the film used, the type of glass single piece, and the product structure. The company should adjust the process parameters according to the actual situation to produce products with qualified quality.
4.2.3 Enterprise Management Glass
There are many types of laminated glass products, with short cycle times, fast delivery, and high flexibility requirements. However, the management and process control of the production enterprise is not standardized, and the process parameters are not adjusted in time when producing products with different structures; the combination room / The relative humidity in the PVB film storage room is relatively high, resulting in a high moisture content of the interlayer film. The original glass is pre-pressed and lamination is started before it is completely dry after cleaning. During the lamination process, impurities are mixed in due to the unclean environment of the lamination room. There are small particles such as dust, there is a gap between the glass and the interlayer after lamination; poor flatness of the glass surface, large edges or large glass ribs on the surface, etc. lead to residual air in the glass interlayer, resulting in poor adhesion between the glass and the film, and the interlayer pressing is not tight.
5. Summary and suggestions
Architectural laminated glass is a product in the compulsory certification catalog. Some national and local product quality supervision and spot inspections have a significant role in promoting the development of the industry. Among them, the heat resistance of laminated glass is one of its safety performance indicators. Many batches of random inspections failed to meet the heat resistance indicators. Unqualified products pose great risks to personal safety after being used in buildings. The architectural laminated glass industry is developing rapidly and has a large number of companies. Some production companies still have a lot of room for improvement in terms of corporate management systems and implementation of national standards, and the control of product quality is not rigorous enough. It is recommended that companies and corporate departments engaged in deep processing of glass strengthen their control. The quality supervision and management of architectural laminated glass products promotes the orderly and high-quality development of the industry.
For more information about insulating glass processing equipment and insulating glass processing accessories, please click here to learn more.