Автоматическое стеклопакетное оборудование
Если вы покупаете новую машину для обработки изоляционного стекла на современном рынке, вы повсюду найдете аналогичную продукцию. Независимо от того, новичок вы или эксперт, трудно выбрать лучший вариант для вашего бизнеса. Вам придется сравнить схожие функции и стоимость, найти лучшую цену и знать, как провести транзакцию. Вот четыре простых шага, которые покупатель должен предпринять, чтобы приобрести новую машину для обработки изоляционного стекла.
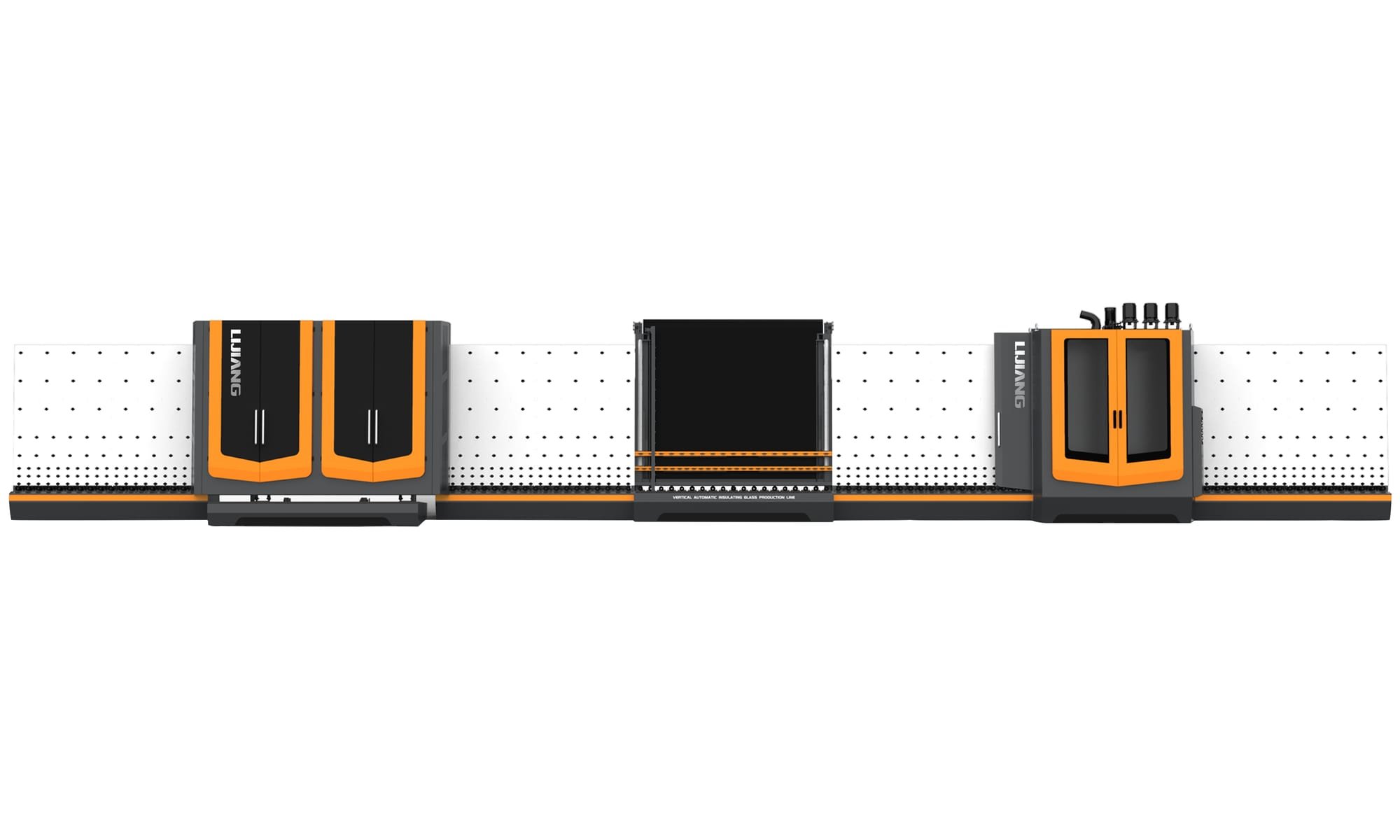
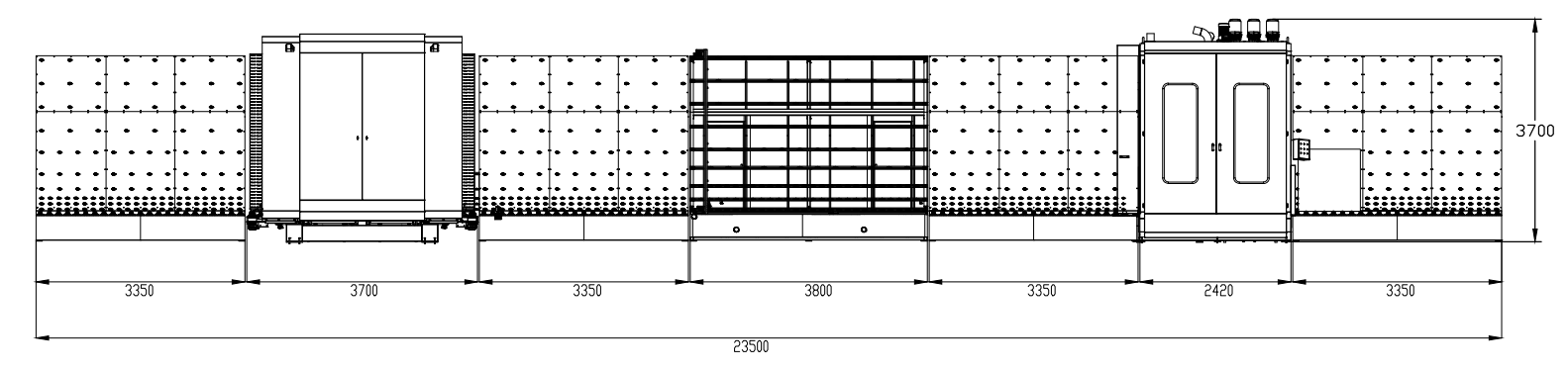
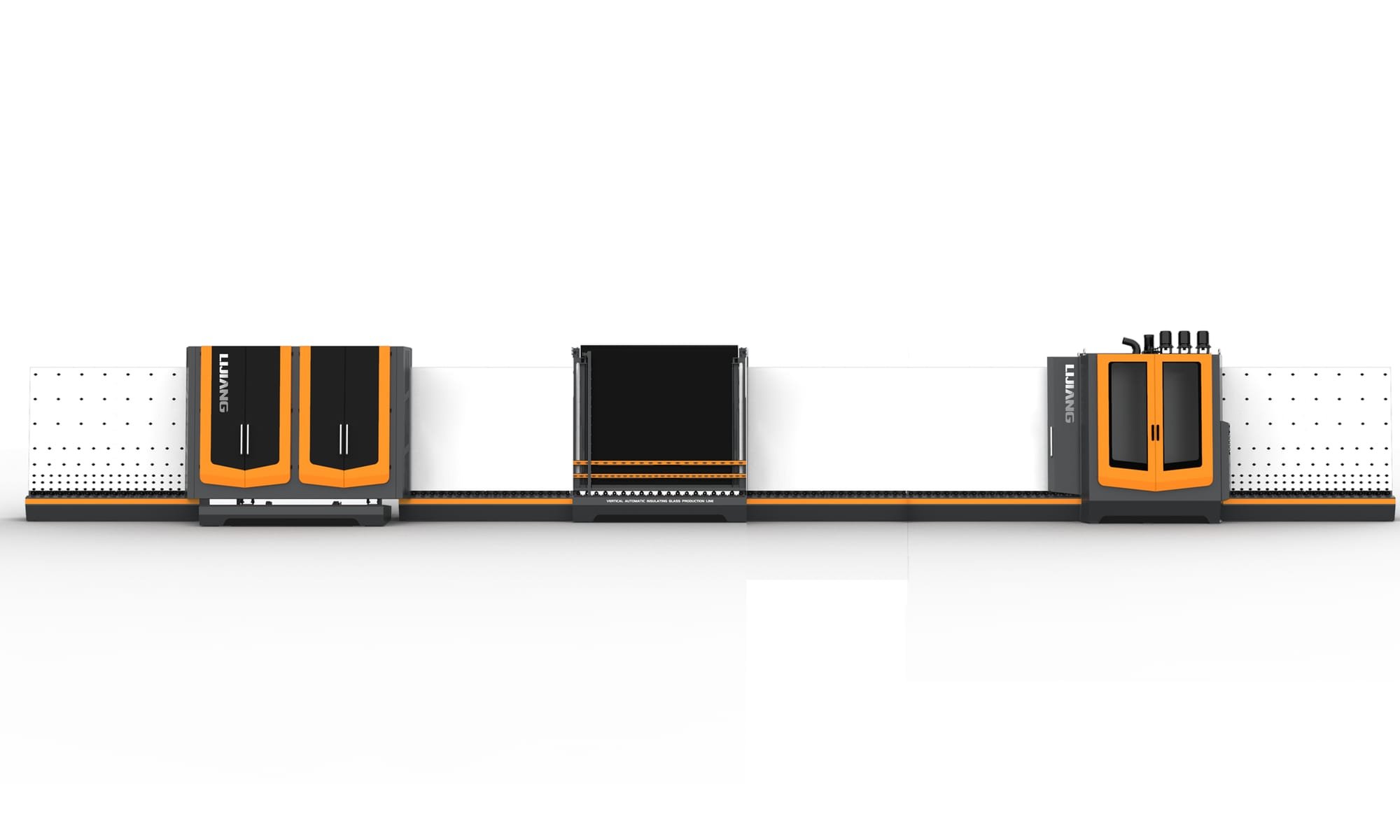
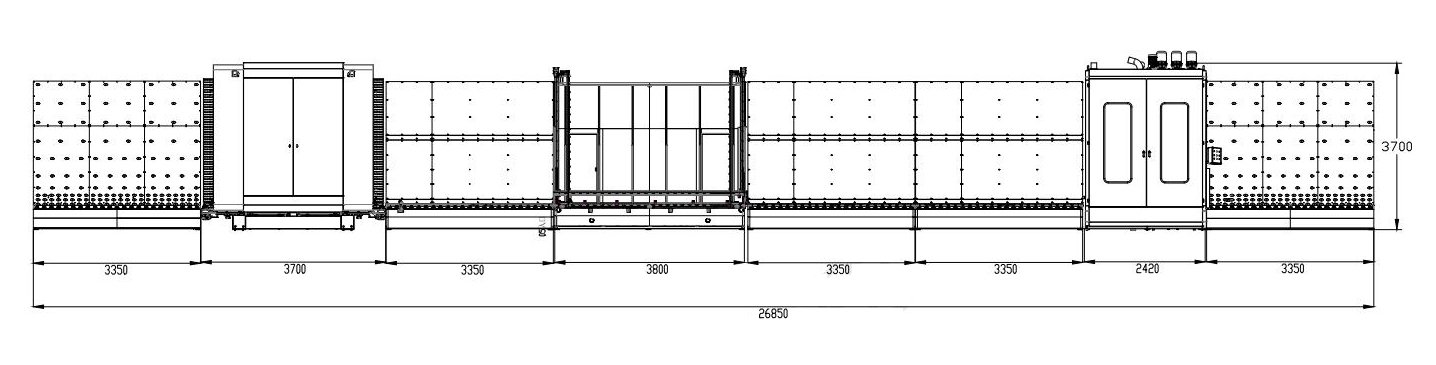
Автоматическая вертикальная линия по производству стеклопакетов
LIJIANG Стекло - Тип: ЛДЖБЗ2030/ЛДЖБЗ2535
Основной принцип работы
- Германия Система управления Siemens PLC, интерфейс сенсорного экрана для сенсорного управления
- Автоматическая идентификация стекла с покрытием и стекла Low-E;
- 3 пары мягких щеток могут мыть низкоэмиссионное стекло онлайн и офлайн низкоэмиссионное стекло;
- Детали для стирки изготовлены из нержавеющей стали и оснащены водонепроницаемым устройством;
- Резервуар для воды с автоматическим контролем температуры и системой промывки водой.
- Система воздушного отопления;
- Автоматический запуск и остановка воздушного вентилятора;
- Система шумоподавления;
- Онлайн-отображение скорости стирки;
- Интеллектуальная прерывистая работа, экономия энергии;
- Регулируемая прижимная доска, чтобы поверхность прижима плиты оставалась прямой;
- Режим подключения авиационного штекера;
- Применяется для изготовления тройных стеклопакетов и стеклопакетов фигурной формы.
Подробные рабочие шаги
- Функция предварительной стирки;
- Автоматически точное позиционирование для 3-х или 4-х ступенчатых ДГУ;
- Автоматическое заполнение аргоном может устанавливать значение газа и отображать процесс заполнения в режиме онлайн с высокой концентрацией газа.
Технический параметр
| Unit | LJBZ2030 | LJBZ2030G | LJBZ2535 | LJBZ2535G | LJBZ2535DG | |
| Voltage | 380V 50Hz 3P | |||||
| Total Power | Kw | 39.5 | 36 | 41 | 39.5 | 44 |
| Washing Speed | m/min | 2-10 | ||||
| Maximum Working Speed | m/min | 45 | ||||
| Minimum Glass Size | mm | 450*280 | ||||
| Maximum Glass Size | mm | 2000*3000 2000*3500 (Secondary Tableting) | 2500*3500 2500*4000(Secondary Tableting) 2500*4500(Secondary tablet pressing and auxiliary suction cup mechanism) | |||
| Flat Glass Thickness | mm | 3~15(Could be customized 3~30) | ||||
| Washing Brushes | pieces | 6 | ||||
| Maximum Thickness of Insulating Glass | mm | 60 | ||||
| Total Gas Consumption | L/min | 1200 | ||||
| Conveyer roll Height | mm | 520 | ||||
| Dimension L*W*H | mm | 20200*3500*3200 | 23800*3500*3700 | 27200*3500*3700 | ||
Техническое описание
Автоматическая линия по производству стекла с вертикальной изоляцией с воздушной прослойкой
LIJIANG Стекло - LJBZ2030GF/LJBZ2535GF
Основной принцип работы
- Air-floating back plate, to avoid the wheel scraching the glass and leaving wheel marks;
- Two pieces of IGUs or DGUs could be pressed and filled gas in once time, high work efficiency;
- Argon-gas filling in pressing, automatic filling the glass in different areas according to the size of glass;
- Germany Siemens PLC control system, touch screen interface for finger touch operating;
- Automatic identification of coated glass and Low-E glass;
- 3 pairs of soft brushes could wash online Low-E glass and offline Low-E glass;
- The washing parts adopt SS material and waterproof device;
- Water tank with automatic temperature control and water washing system;
- Air heating system;
- Air Fan automatic start and stop setting;
- Noise reduction system;
- Online display of washing speed;
- Intelligent intermittent work, saving-energy;
- Adjustable external rotary positioning system of DGUs or IGUs;
- Connection mode of aviation plug;
- ERP system is optional.
Подробные рабочие шаги
В дополнение к техническим характеристикам обычной производственной линии и линии по производству надувных изделий, полностью автоматическая линия по производству изоляционного стекла серии LJBZ2030GF/LJBZ2535GF добавляет функцию воздушной флотации в секции передачи между секцией промывки и секцией прессования листового стекла, благодаря чему стекло поверхность бесшовная в процессе проверки. Никакого контакта с людьми и никаких частей оборудования, которые не заслоняют друг друга. Стандартные характеристики: 2000*2800 мм и 1500*2200 мм.
Технический параметр
| Unit | LJBZ2030GF | LJBZ2535GF | LJBZ2535DGF | |
| Voltage | 380V 50Hz 3P | |||
| Total Power | Kw | 41 | 44.5 | 58 |
| Washing Speed | m/min | 2~10 | ||
| Maximum Working Spped | m/min | 45 | ||
| Minimum Glass Size | mm | 450*280 | ||
| Maximum Glass Size | mm | 2000*3000 2000*3500(Secondary tableting) | 2500*3500 2500*4000(Secondary tableting) 2500*5000 (Secondary tablet pressing and auxiliary suction cup mechanism) | |
| Flat Glass Thickness | mm | 3·15(can be customized 3~30) | ||
| Washing Brushes | pieces | 6 | ||
| Maximum Thickness of insulated glass | mm | 60 | ||
| Total Gas Consumption | L/min | 1200 | ||
| Conveyer Roll Height | mm | 520 | ||
| Dimension L*W*H | mm | 20200*3500*3200 | 23800*3500*3700 | 27200*3500*3700 |
Техническое описание
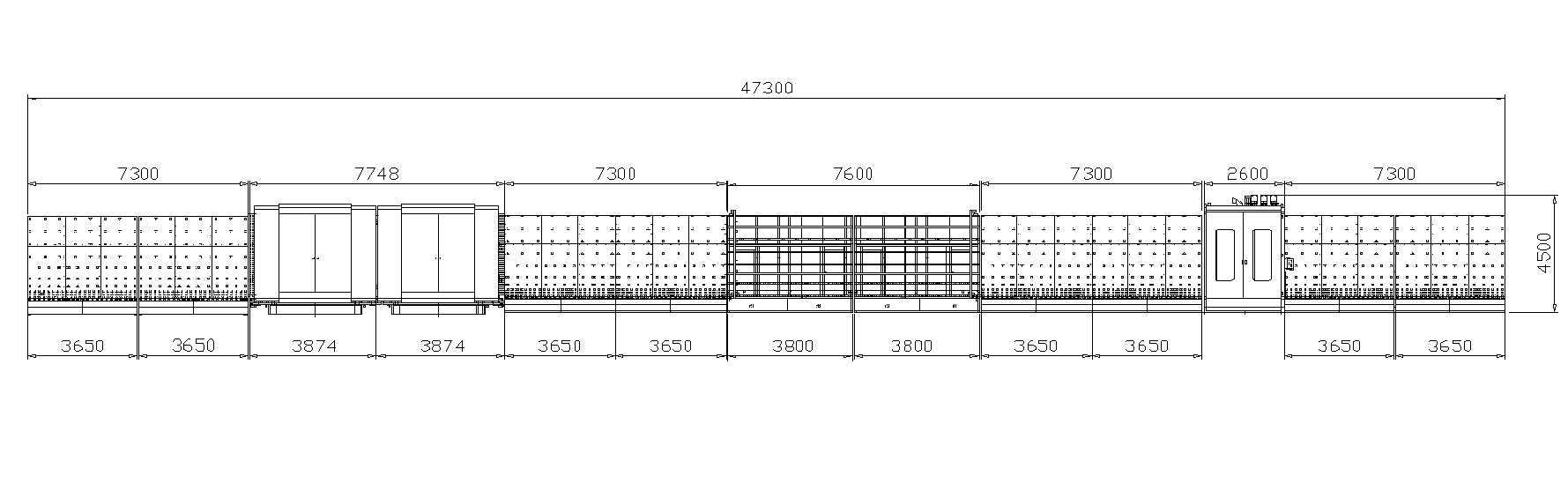
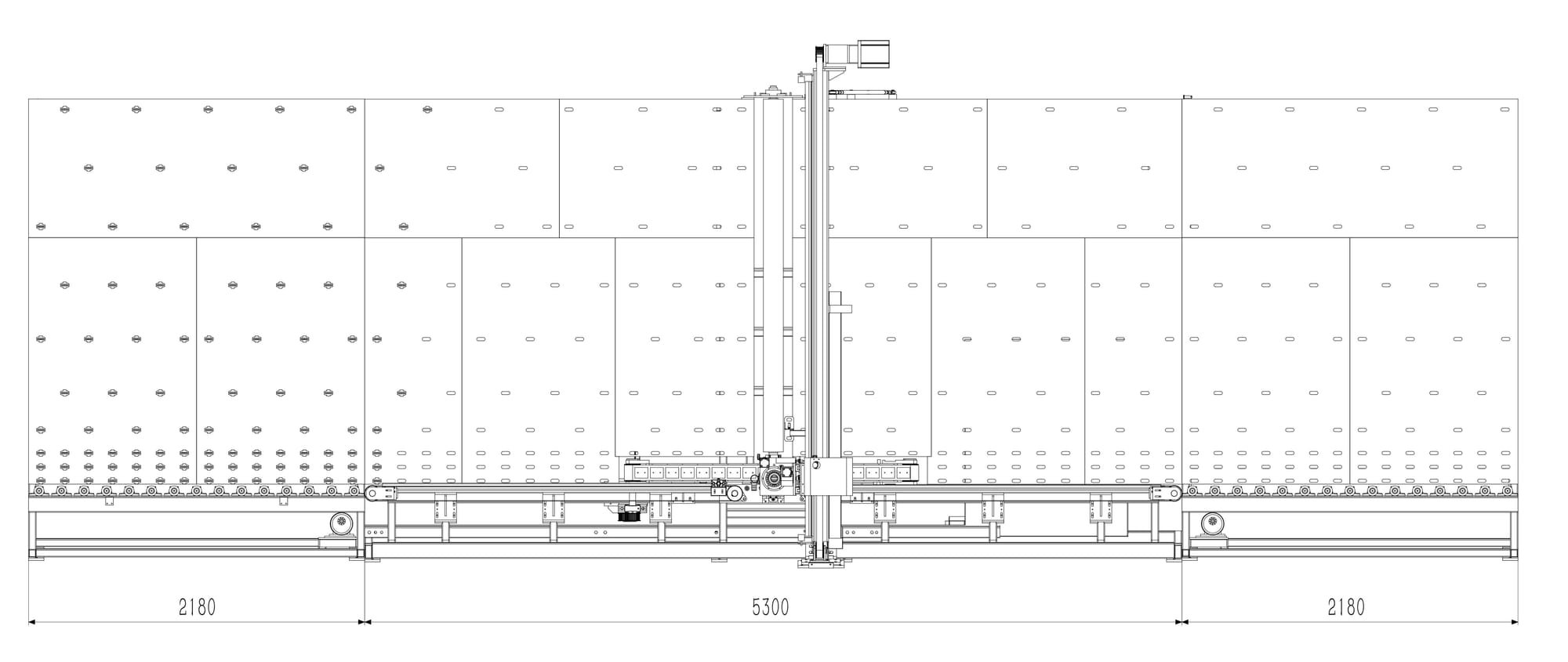
Автоматическая двойная пластина гигантского размера, прессующая аргон-газ, наполняющий линию по производству стеклопакетов
LIJIANG Стекло - Тип: ЛДЖБЗ3370
Основной принцип работы
Regular Function
Optional Function
- Germany SIemens PLC control system, touch screen interface to finger touch operating;
- Automatic identification of coated glass and Low-E glass;
- 3 pairs of soft brushes could wash online Low-E glass and offline Low-E glass;
- Water tank with automatic temperature control and water washing system;
- Air heating system;
- Air Fan automatic start and stop setting;
- Noise reduction system;
- Online display of washing speed;
- Intelligent intermittent work, saving-energy;
- Adjustable pressing board to keep the plate pressing surface straight;
- Connection mode of aviation plug
- Applicable to produce triple IGUs and shaped IGUs.
Optional Function
- Pre-washing Function;
- Automatically accurate positioning for 3 side step DGUs or 4 side step IGUs;
- Automatic argon-gas filling could set gas value and display the process of filing online with high gas concentration.
Подробные рабочие шаги
The comparison of two design structures of large-panel insulated glass production lines
For example, the maximum size of insulating glass required for a construction project is 3m*6m.
① The equipment structure:
Extended size equipment + Inside combination technology + Two plate-pressing sections + Online argon-gas filling function
Each section of the production line needs to be designed and extended to the maximum size of the large-panel insulating glass, and the equipment size of all processing sections except the vertical glass washing and drying machine is upgraded to more than 6m. At the same time, the plate pressing section is made into two sections, and the processing method of combining the plates inside the plate is adapted to meet the requirement that the maximum length reaches 6m.
Advantage:
1. It can realize the one-time plate press molding of large plate insulating glass, and complete the argon filling function at one time, without the need for multiple processing operations;
2. It can realize simultaneous pressing and inflating of two pieces of insulating glass to improve production efficiency.
Disadvantages:
1. The production line occupies a large workshop area;
2. The price is relatively high.
Know More
②The equipment structure:
Normal size equipment + Outside combination technology + Only one plate-pressing sections + Offline argon-gas filling function
It using the method of outside combination sheet + single plate press, it is necessary to combine two pieces of 3m*6m glass together outside the plate press, and the glass enters the plate press two or more times Pressing for the second time, and then manually inflating to complete the processing of insulating glass.
Advantage:
1. The equipment of the second structure is about 4 meters shorter than the double-plate press of the first structure, and the floor space is smaller.
2. The price is relatively lower than LIJIANG Glass LJBZ3370 Automatic Jumbo Size Insulating Glass Production Line.
Disadvantages:
1. The length of the plate press is not enough, it needs to be pressed twice or more times, which will cause uneven pressing of the first sealant butyl rubber coating and affect the sealing effect of the glass.
2. There is no way to fill the glass with argon gas online. The only way is to move the glass offline to punch holes and then manually inflate the gas. Manual inflation takes a long time, and it is difficult to meet the standard requirements of a gas content.
3. During the processing of large glass plates, multiple pressings are required, and the production efficiency will also be reduced.
For example, the maximum size of insulating glass required for a construction project is 3m*6m.
① The equipment structure:
Extended size equipment + Inside combination technology + Two plate-pressing sections + Online argon-gas filling function
Each section of the production line needs to be designed and extended to the maximum size of the large-panel insulating glass, and the equipment size of all processing sections except the vertical glass washing and drying machine is upgraded to more than 6m. At the same time, the plate pressing section is made into two sections, and the processing method of combining the plates inside the plate is adapted to meet the requirement that the maximum length reaches 6m.
Advantage:
1. It can realize the one-time plate press molding of large plate insulating glass, and complete the argon filling function at one time, without the need for multiple processing operations;
2. It can realize simultaneous pressing and inflating of two pieces of insulating glass to improve production efficiency.
Disadvantages:
1. The production line occupies a large workshop area;
2. The price is relatively high.
Know More
②The equipment structure:
Normal size equipment + Outside combination technology + Only one plate-pressing sections + Offline argon-gas filling function
It using the method of outside combination sheet + single plate press, it is necessary to combine two pieces of 3m*6m glass together outside the plate press, and the glass enters the plate press two or more times Pressing for the second time, and then manually inflating to complete the processing of insulating glass.
Advantage:
1. The equipment of the second structure is about 4 meters shorter than the double-plate press of the first structure, and the floor space is smaller.
2. The price is relatively lower than LIJIANG Glass LJBZ3370 Automatic Jumbo Size Insulating Glass Production Line.
Disadvantages:
1. The length of the plate press is not enough, it needs to be pressed twice or more times, which will cause uneven pressing of the first sealant butyl rubber coating and affect the sealing effect of the glass.
2. There is no way to fill the glass with argon gas online. The only way is to move the glass offline to punch holes and then manually inflate the gas. Manual inflation takes a long time, and it is difficult to meet the standard requirements of a gas content.
3. During the processing of large glass plates, multiple pressings are required, and the production efficiency will also be reduced.
Технический параметр
| Unit | LJBZ3370 | |
| Voltage | 380V 50Hz 3P | |
| Total Power | Kw | 54.5 |
| Washing Speed | m/min | 2~10 |
| Maximum Working Speed | m/min | 45 |
| Minimum Glass Size | mm | 450*280 |
| Maximum Glass Size | mm | 3300*7000(Single-Press Mode) 3000*3000(Double-Press Mode) |
| Flat Glass Thickness | mm | 3~30 |
| Washing Brushes | pieces | 6 |
| Maximum Thickness of Insulated Glass | mm | 80 |
| Total Gas Consumption | L/min | 1500 |
| Conveyer Roll Height | mm | 520 |
| Dimensions(L*W*H) | mm | 47200*3500*4500 |
Техническое описание
Автоматическая вертикальная машина для удаления низкоэмиссионного стекла
LIJIANG Стекло - Тип: ЛДЖКМ2545

Основной принцип работы
- Шесть комплектов серводвигателей, британская система TRIO;
- Вход-выход с двумя направлениями, доступны 4 направления;
- Автоматически измерять размер стекла;
- Автоматически различать покрытие стекла Low-E;
- Ширина удаления края стекла Low-E регулируется;
- Принимает систему управления PLC, интерфейс сенсорного экрана для сенсорного управления;
- Интеллектуальная система управления может распознавать пакетную обработку.
Подробные рабочие шаги
- Удаление формованного низкоэмиссионного стекла;
- Автоматически распознает стеклянную пленку Low-E.
Технический параметр
| Item. | Spec. |
| Voltage | 380V 50Hz 3P |
| Max. Glass Processing Size | 2500 mm*4500 mm |
| Min. Glass Processing Size | 300 mm*400 mm |
| Glass Thickness | 3-15 mm |
| Low-E Edge Deleting Width | 10-500 mm |
| Glass Conveying Speed | 0-30 m/min |
| Low-E Glass Edge Deleting Speed | 2-29 m/min |
| Grinding Wheel Width | 10/12/15 mm |
| Total Power | 15 Kw |
| Dimension(L*W*H) | 9700*2500*3400 mm |
| Weight | 2600 Kg |
Техническое описание
Автоматическое роботизированное оборудование для герметизации стеклопакетов
LIJIANG Стекло - Тип: ЛДЖТДЖ2030/ЛДЖТДЖ2540

Основной принцип работы
- Принимает японскую систему сервоуправления Yaskawa, полностью автоматическую и высокоэффективную;
- Функция автоматической памяти, нет необходимости повторно вводить параметры;
- Автоматический ремонт стеклянных углов с помощью скребка и валика;
- Транспортная секция оборудования может быть разделена на четыре секции, а стекло может предварительно храниться;
- Автоматически измеряйте размер стекла и глубину стекла, регулируйте скорость запечатывания;
- Примите зубчатый ремень, плавную передачу и точное положение;
- Каждая автоматическая функция имеет ручное управление;
- Можно покрыть двойное остекление, фигурное стекло, ступенчатое стекло, тройное стекло.
- Один комплект бустерного насоса управляет двумя группами герметиков;
- Автоматическая функция выгрузки герметика по времени;
- Система смешивания герметика имеет антиблокировочную структуру и легко чистится.
Подробные рабочие шаги
Equipment preparation: a. Make sure the power connection of the sealing line is normal, and confirm that the required air source and glue supply system are working properly. b. Check whether all components and sensors of the sealing line are intact, and perform necessary maintenance and cleaning.
Set parameters: a. On the control interface of the sealing line, set relevant parameters, such as glass plate size, sealing speed, sealing width, sealing thickness, etc. Set parameters according to product requirements and process specifications. b. If using two-component glue, you need to set the glue ratio and mixing time.
Start the sealing robot equipment: a. Press the start button to start the sealing robot equipment. Ensure the safety of the insulating glass production line and wait for the sealing robot equipment to enter normal working conditions.
Automatic conveying of glass plates: a. Place the glass plate to be sealed on the conveyor belt or transmission mechanism to ensure that the position and positioning of the glass plate are accurate.
Automatic sealant sealing application: a. The sealing line will automatically apply sealant evenly to the edge of the glass plate or the parts that need to be sealed according to the set parameters. Ensure that the sealing robot equipment works stably and the glue is sprayed evenly.
Glass plate fixing: a. After the sealant is sprayed, the sealing line will fix another glass plate to be sealed on the glass plate that has been coated with sealant. Make sure the glass panels are aligned accurately and sealed tightly.
Sealant sealing and compression: a. The insulating glass sealing robot machine will perform a certain pressure treatment on the two glass plates to ensure a tight combination of the sealant and the glass plates. Set appropriate pressure and duration based on product requirements and equipment capabilities.
Set parameters: a. On the control interface of the sealing line, set relevant parameters, such as glass plate size, sealing speed, sealing width, sealing thickness, etc. Set parameters according to product requirements and process specifications. b. If using two-component glue, you need to set the glue ratio and mixing time.
Start the sealing robot equipment: a. Press the start button to start the sealing robot equipment. Ensure the safety of the insulating glass production line and wait for the sealing robot equipment to enter normal working conditions.
Automatic conveying of glass plates: a. Place the glass plate to be sealed on the conveyor belt or transmission mechanism to ensure that the position and positioning of the glass plate are accurate.
Automatic sealant sealing application: a. The sealing line will automatically apply sealant evenly to the edge of the glass plate or the parts that need to be sealed according to the set parameters. Ensure that the sealing robot equipment works stably and the glue is sprayed evenly.
Glass plate fixing: a. After the sealant is sprayed, the sealing line will fix another glass plate to be sealed on the glass plate that has been coated with sealant. Make sure the glass panels are aligned accurately and sealed tightly.
Sealant sealing and compression: a. The insulating glass sealing robot machine will perform a certain pressure treatment on the two glass plates to ensure a tight combination of the sealant and the glass plates. Set appropriate pressure and duration based on product requirements and equipment capabilities.
Технический параметр
| Item. | Spec. |
| Max. Glass Size | 2000*3000 mm/2500*4000 mm/3300*7000 mm |
| Min. Glass Size | 400*300 mm |
| Glass Thickness | 12-56 mm/12-56 mm/12-80 mm |
| Working Speed | 5-40 mm |
| Air Pressure | 0.6-0.8 MPa |
| Squeeze Pressure | <35 MPa |
| Voltage | 380V 50Hz 3P |
| Power | 15 Kw/15 Kw/20 Kw |
| Overall Dimension(L*W*H) | 3700*2500*3000 mm/8700*2500*3500 mm/ 15000*2500*4300 mm |
| Weight | 4300 kg/5000 kg/7000 kg |
Техническое описание
 LJTJ2030/LJTJ2540 Автоматическое роботизированное оборудование для герметизации изолированного стекла 2
LJTJ2030/LJTJ2540 Автоматическое роботизированное оборудование для герметизации изолированного стекла 2 Автоматическая машина для гибки алюминиевых прокладок из изолированного стекла
LIJIANG Стекло - Тип: ЛДЖЗВ2020 / ЛДЖЗВ2020Н
Основной принцип работы
General Performance
Optional Performance
- Adopts the servo control feeding system, the size of aluminum spacers could be adjusted with an accuracy of 0.1 mm/m;
- CNC Bending angle control system with adjustable accuracy of 0.1°;
- Sets up four groups of aluminum spacers and stainless steel spacers storage units;
- Aluminum spacer bars with multiple sizes could be selected at will;
- Automatically adjust the bending speed according to the size of the aluminum spacer or stainless steel spacer to avoid the deformation of the large spacer and ensure the high speed and continuity of the small frame;
- Automatic continuous connection of spacer, cutting spacer, avoidance of spacer joint;
- No material prompt, sleep prompt, fault prompt, work prompt, unreasonable data refuse processing and prompt support arc-shaped aluminum spacer and special shaped aluminum spacer bending;
- USB function, which could read EXCEL directly;
Optional Performance
- Could connect with ERP system;
- Could optional the function of automatic printing code, automatic printing label, bending the stainless steel spacer, bending the warm edge spacer, bending the stainless steel composite warm edge strips, bending the glass fiber warm edge strips, and bending the pure opaque steel strips.
Подробные рабочие шаги
Рабочие шаги
- Включите питание, включите рабочий переключатель на консоли управления и нажмите масляный насос, чтобы запуститься.
- Отрегулируйте ход. Обратите внимание на регулировку хода перед использованием; и зазор должен быть установлен, когда гибочная машина движется вверх и вниз к низу. Установка без зазора приведет к определенному износу оборудования гибочного станка.
- Выбор насечки гибочного станка. Основа выбора такова: толщина стеклянной пластины примерно в 8 раз превышает ширину. Например, если толщина стеклянной пластины 5 см, то вырез должен быть 40 см.
- Вручную или электрически отрегулируйте стопор позади гибочной машины.
- Нажмите ножную педаль, чтобы выполнить изгиб.
- Во время обработки необходимо постоянно следить за состоянием и эффектом обработки стекла, чтобы предотвратить выход оборудования из строя или бракованную продукцию.
- Когда гибочная машина перестанет работать, выключите рабочий переключатель на операционном столе, затем выключите питание и очистите рабочую поверхность гибочной машины, чтобы она была чистой и аккуратной для следующего использования.
Технический параметр
| Item. | Spec. |
| Max. Bending Size | 1800*2000 mm (in once)/ 2500*4000 mm(in twice) |
| Min. Bending Size | 150*300 mm |
| Aluminum Spacer Width | 5.5-26.5 mm |
| Spacers Racks | 4 |
| Spacer Size Error | ±0.5 mm |
| Angle Error | ±1° |
| Conveying Speed | 1250 mm/s |
| Air Pressure | ≥0.65 MPa |
| Voltage | 380 50Hz 3P |
| Total Power | 2.5 Kw |
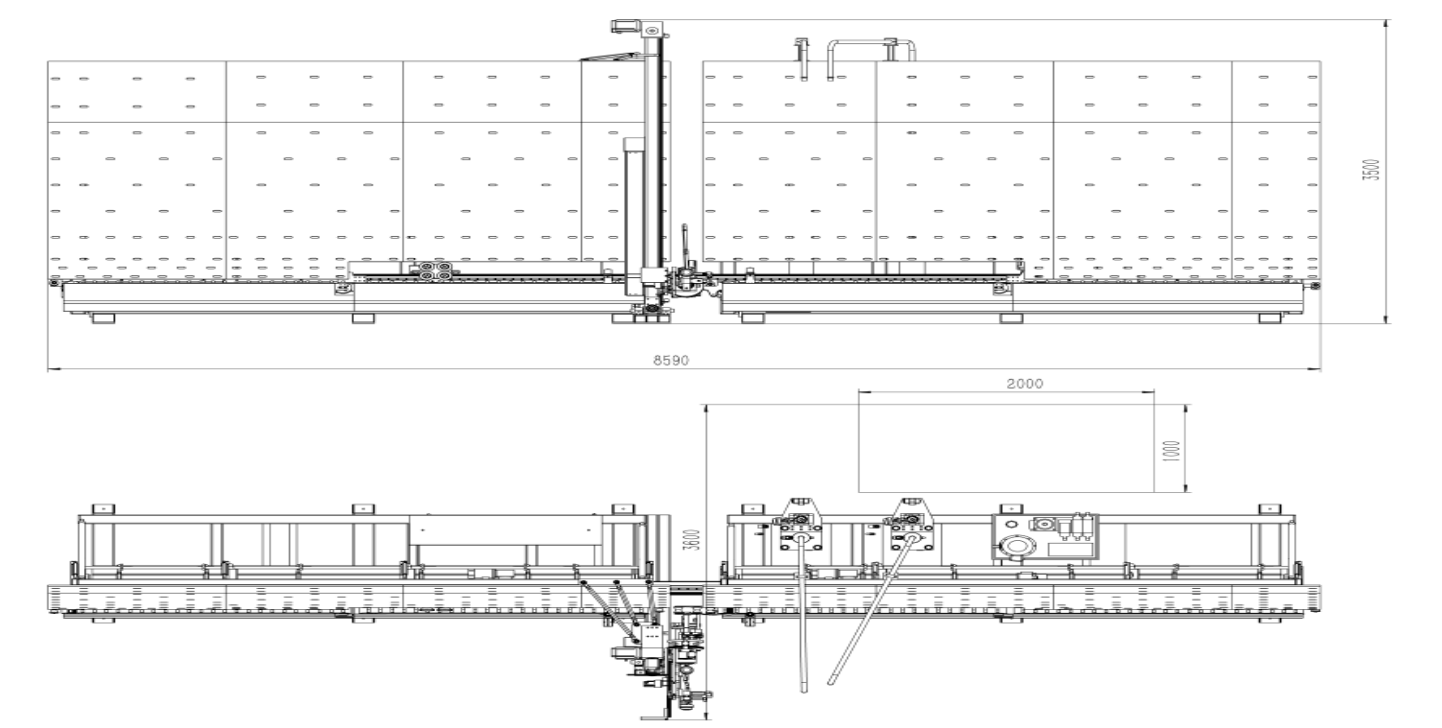
| Dimension(L*W*H) | 10500 mm*2200 mm*2600 mm |
| Weight | 1580 kg |
Техническое описание
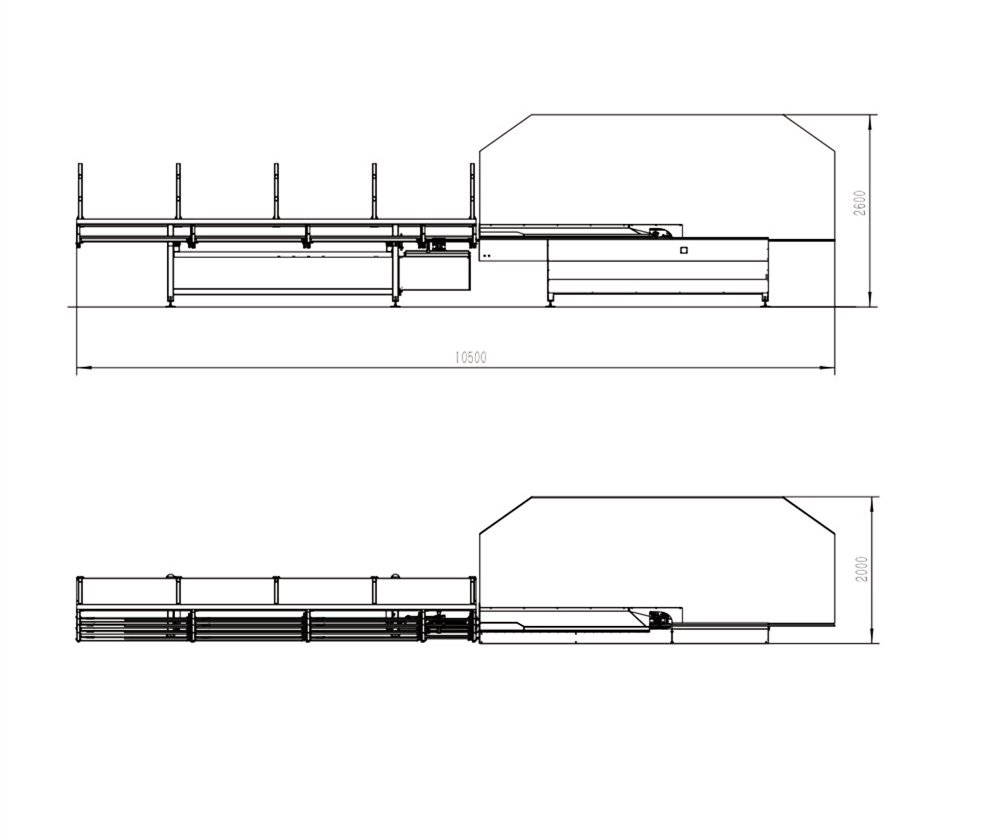 LJZW2020 Станок для гибки алюминиевых прокладок для стеклопакетов
LJZW2020 Станок для гибки алюминиевых прокладок для стеклопакетов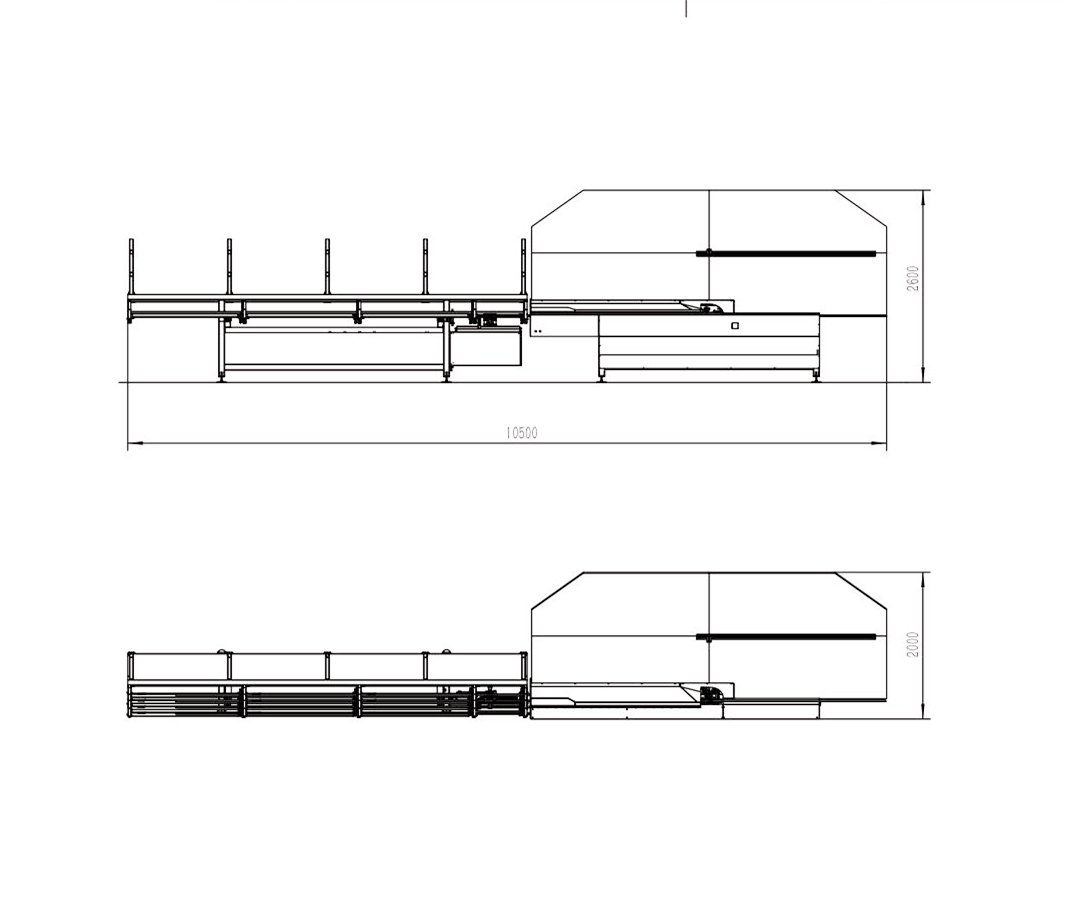 LJZW2020A Станок для гибки алюминиевых прокладок для стеклопакетов
LJZW2020A Станок для гибки алюминиевых прокладок для стеклопакетов Изолированное стекло Высокоскоростной бутиловый экструдер для нанесения покрытий
LIJIANG Стекло - Тип: LJTB01

Основной принцип работы
- Скорость экструзии бутила может достигать 47 м/мин;
- Экономия бутила по сравнению с обычной машиной, клей может достигать 7 г/м;
- Ручной выхлоп, простое управление;
- Используйте неклейкий синхронный ремень, для его очистки не требуется тальк;
- Основные аксессуары изготовлены под немецким брендом, управление программой ПЛК, стабильная работа;
- Использование подвижного вертикального выпуска бутила и горизонтальной экструзии удобно и практично;
- Автоматически отрегулируйте ширину клеевой головки, убедитесь, что двухстороннее склеивание соответствует встроенному управлению значением быстрого открытия;
- Регулировка высоты луча удобна и эффективна для решения проблемы линии записи;
- Используйте сенсорный экран, простая пробная версия;
- Автоматически регулируйте выход бутила в соответствии с изменением скорости;
- Принять фирменную гидравлическую систему для обеспечения равномерного и полного выхода резины;
- Цилиндр buytl имеет выдвижную конструкцию, которая удобна для замены покрытия бутилового экструдера.
Подробные рабочие шаги
Operation Steps
The following steps should be followed before and after each operation:
1. Start the conveyor belt
Adjust the conveyor belt to the appropriate speed, with an adjustable range of 8-30m/min.
2. Adjust the position of the rubber extrusion head
According to the width requirements of the spacer, adjust the distance between the two extrusion heads, the range is 6-16mm. When adjusting, the spacer (frame) should be centered with the small pressure wheel and the butyl extrusion nozzle, and the positions of the conveyor belt frame, butyl extrusion seat, and butyl extrusion head should be adjusted according to the height of the adhesive tape.
3. Butyl extruder temperature adjustment before work
Generally, the heating control switch is turned on about 1-2 hours before work, and the glue head temperature is set to 120-140℃ and the glue tank temperature is 110-120℃. Since the heating temperatures and process parameters specified for butyl rubber produced by various manufacturers are different, the above heating temperatures and times are for reference only.
4. Adjustment of opening and closing of the butyl extruder valve
After the heating system reaches the set temperature, do not open the hydraulic station first, but proceed as follows:
Process time setting:
According to the screen prompts, switch to the screen that needs to be adjusted, press the SET key, and the adjustable value will flash. The "←, →" keys change the position of the value; press the "↑" key to increase the value; press the "↓" key to decrease the value. After setting, press the ENT key and the data will be automatically stored, otherwise, the data will remain at the original value.
A. Adjust the time of the right pressing wheel: Make the front end of the spacer frame (strip) on the conveyor belt and the center of the extrusion head, so that the right pressing wheel presses on the aluminum spacer frame (strip). Before the end of the spacer frame (strip) passes through the right pressure wheel, the right pressure wheel can be lifted smoothly, which is very important for the bent spacer frame.
B. Adjust the time of the left pressing wheel: make the front end of the spacer frame (strip) on the conveyor belt, and make the left pressing wheel press on the aluminum spacer frame (strip). Before the end of the spacer frame (strip) passes through the left pressure wheel, the left pressure wheel can be lifted smoothly, which is very important for the bent spacer frame.
C. Adjust the butyl extruder spraying time: When the front end of the spacer frame (strip) is on the conveyor belt and is in the center of the butyl extrusion head, the butyl valve cylinder moves and the buytl valve opens; when the end of the spacer frame (frame) passes the butyl nozzle, close the butyl valve, no excess butyl leaks out.
5. Turn on the hydraulic station:
Before opening the hydraulic station, check the relative positional alignment of the butyl extrusion piston and the center of the butyl cylinder to ensure that the butyl extrusion piston can be correctly pressed into the butyl cylinder. Otherwise, damage to the butyl cylinder and the oil cylinder will occur. When the pumping station starts, the cylinder lift switch should be adjusted to the middle position (zero position). At this time, the pressure regulating valve should be in the open state. After the pumping station starts, gradually adjust the pressure regulating valve to increase the system pressure to the working pressure, but The working pressure shall not exceed 18MPa. When the room temperature is too high in summer and the hydraulic station works for a long time, the temperature will rise too high and the hydraulic oil will become thinner and lose working pressure. At this time, the hydraulic station should be suspended and restarted after the oil temperature drops.
6. Butyl extruder injection
A. Adjust the cylinder lift switch to the middle position and start the hydraulic station. When the hydraulic station starts and stabilizes, turn the cylinder lift switch to the "up" position to lift the cylinder piston away from the rubber tank and reach the highest position.
Note: If there is still butyl left in the glue tank and the piston of the butyl tank is not lifted after operation, the piston of the butyl tank should be heated to the specified temperature before lifting, otherwise the equipment will be damaged.
B. Start operating the swing mechanism
First, lift the piston of the butyl tank to leave the butyl tank, push the cylinder by hand to leave the cylinder mouth, and then insert the butyl ingot. After completion, reset the cylinder piston.
7. Air pressure adjustment:
The pressure of the doublet shall not be less than 0.6MPa. The air pressure of the swing motor that drives the small pressure wheel is individually adjusted to 0.15-0.4MPa by the pressure regulating valve.
The following steps should be followed before and after each operation:
1. Start the conveyor belt
Adjust the conveyor belt to the appropriate speed, with an adjustable range of 8-30m/min.
2. Adjust the position of the rubber extrusion head
According to the width requirements of the spacer, adjust the distance between the two extrusion heads, the range is 6-16mm. When adjusting, the spacer (frame) should be centered with the small pressure wheel and the butyl extrusion nozzle, and the positions of the conveyor belt frame, butyl extrusion seat, and butyl extrusion head should be adjusted according to the height of the adhesive tape.
3. Butyl extruder temperature adjustment before work
Generally, the heating control switch is turned on about 1-2 hours before work, and the glue head temperature is set to 120-140℃ and the glue tank temperature is 110-120℃. Since the heating temperatures and process parameters specified for butyl rubber produced by various manufacturers are different, the above heating temperatures and times are for reference only.
4. Adjustment of opening and closing of the butyl extruder valve
After the heating system reaches the set temperature, do not open the hydraulic station first, but proceed as follows:
Process time setting:
According to the screen prompts, switch to the screen that needs to be adjusted, press the SET key, and the adjustable value will flash. The "←, →" keys change the position of the value; press the "↑" key to increase the value; press the "↓" key to decrease the value. After setting, press the ENT key and the data will be automatically stored, otherwise, the data will remain at the original value.
A. Adjust the time of the right pressing wheel: Make the front end of the spacer frame (strip) on the conveyor belt and the center of the extrusion head, so that the right pressing wheel presses on the aluminum spacer frame (strip). Before the end of the spacer frame (strip) passes through the right pressure wheel, the right pressure wheel can be lifted smoothly, which is very important for the bent spacer frame.
B. Adjust the time of the left pressing wheel: make the front end of the spacer frame (strip) on the conveyor belt, and make the left pressing wheel press on the aluminum spacer frame (strip). Before the end of the spacer frame (strip) passes through the left pressure wheel, the left pressure wheel can be lifted smoothly, which is very important for the bent spacer frame.
C. Adjust the butyl extruder spraying time: When the front end of the spacer frame (strip) is on the conveyor belt and is in the center of the butyl extrusion head, the butyl valve cylinder moves and the buytl valve opens; when the end of the spacer frame (frame) passes the butyl nozzle, close the butyl valve, no excess butyl leaks out.
5. Turn on the hydraulic station:
Before opening the hydraulic station, check the relative positional alignment of the butyl extrusion piston and the center of the butyl cylinder to ensure that the butyl extrusion piston can be correctly pressed into the butyl cylinder. Otherwise, damage to the butyl cylinder and the oil cylinder will occur. When the pumping station starts, the cylinder lift switch should be adjusted to the middle position (zero position). At this time, the pressure regulating valve should be in the open state. After the pumping station starts, gradually adjust the pressure regulating valve to increase the system pressure to the working pressure, but The working pressure shall not exceed 18MPa. When the room temperature is too high in summer and the hydraulic station works for a long time, the temperature will rise too high and the hydraulic oil will become thinner and lose working pressure. At this time, the hydraulic station should be suspended and restarted after the oil temperature drops.
6. Butyl extruder injection
A. Adjust the cylinder lift switch to the middle position and start the hydraulic station. When the hydraulic station starts and stabilizes, turn the cylinder lift switch to the "up" position to lift the cylinder piston away from the rubber tank and reach the highest position.
Note: If there is still butyl left in the glue tank and the piston of the butyl tank is not lifted after operation, the piston of the butyl tank should be heated to the specified temperature before lifting, otherwise the equipment will be damaged.
B. Start operating the swing mechanism
First, lift the piston of the butyl tank to leave the butyl tank, push the cylinder by hand to leave the cylinder mouth, and then insert the butyl ingot. After completion, reset the cylinder piston.
7. Air pressure adjustment:
The pressure of the doublet shall not be less than 0.6MPa. The air pressure of the swing motor that drives the small pressure wheel is individually adjusted to 0.15-0.4MPa by the pressure regulating valve.
Технический параметр
| Item. | Spec. |
| Voltage | 380V 50Hz 3P |
| Power | 5.7 Kw |
| Butyl Extrusion Pressure | 10·25 MPa |
| Temperature | 110~140 ℃ |
| Glue Thickness | 0.3~0.5 mm |
| Glue Width | 3.5 mm |
| Aluminum Spacer Width | 5.5~26.5 mm |
| Speed | 0~47 m/min |
| Diameter of Butyl Cylinder | 200 mm |
| Air Supply | Flow 0.4 m³/min |
| Air Pressure | ≥ 0.6 MPa |
| Dimension(L*W*H) | 2800*700*900 mm |
Техническое описание
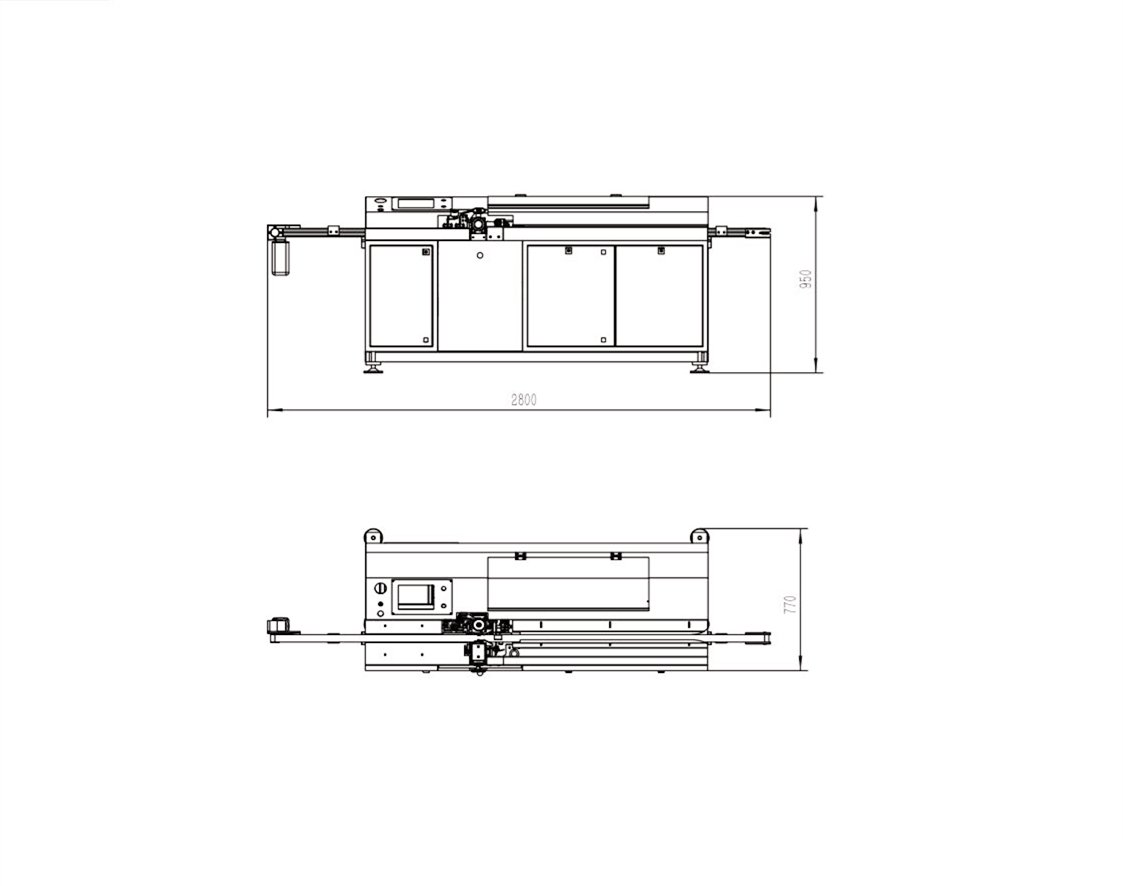 LJTB01 Машина для нанесения покрытий на экструдер бутила для стеклопакетов
LJTB01 Машина для нанесения покрытий на экструдер бутила для стеклопакетов Автоматическая машина для наполнения осушителем стеклопакета
LIJIANG Стекло - Тип: ЛДЖГЗ2020Д/ЛДЖГЗ2020С/ЛДЖГЗ2020С

Основной принцип работы
- Принимает немецкую систему управления Siemens PLC, стабильную работу;
- Автоматическое сверление, заполнение и запечатывание;
- Высота машины может быть отрегулирована в соответствии с размером алюминиевой прокладки или проставки из нержавеющей стали;
- Автоматическая загрузка и пополнение молекулярного сита;
- Усовершенствованное устройство подачи, разработанное по принципу газового потока;
- Применяет промышленное напыление пластика на все алюминиевые рамы;
- Основные части принимают известный импортный бренд.
Подробные рабочие шаги
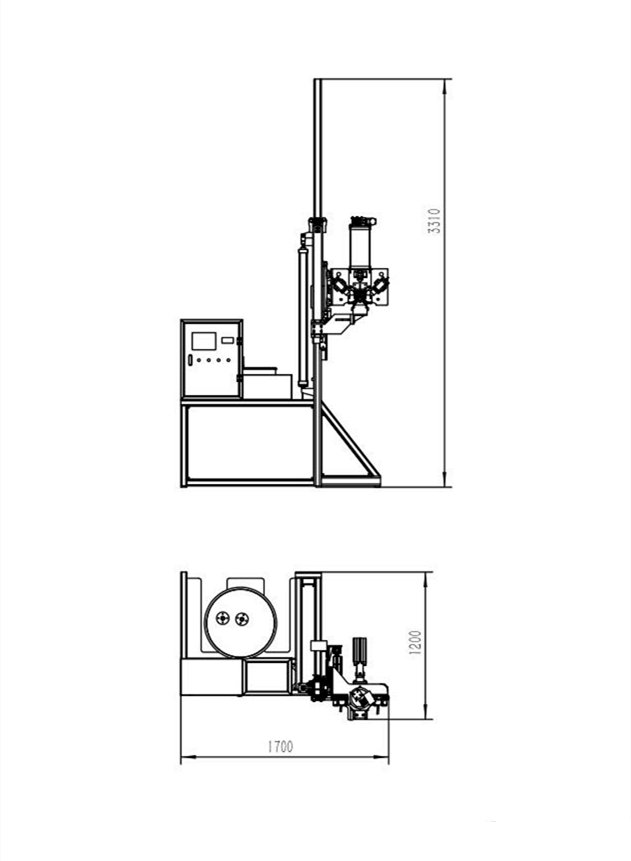
LJGZ2020D Машина для наполнения осушителем стеклопакета
LJGZ2020X Машина для наполнения осушителем стеклопакета
LJGZ2020S Машина для наполнения осушителем стеклопакета
- Использование большой пластиковой бочки экономит время кормления и повышает эффективность;
- Защитное устройство для головки машины
- Алюминиевая прокладка в форме заполнения или прокладка из нержавеющей стали
- может заполнить молекулярное сито с крупными частицами размером 1,0 ~ 1,5 мм.
LJGZ2020X Машина для наполнения осушителем стеклопакета
- С подъемным устройством направляющей
- Голова устойчива при работе
- С большой вспомогательной функцией распорки
LJGZ2020S Машина для наполнения осушителем стеклопакета
- Две заправочные станции могут работать одновременно для повышения эффективности работы;
- Две станции могут реализовывать различные комбинации обычного наполнения, наполнения специальной формы и наполнения крупными частицами. (по желанию)
Технический параметр
| Вещь. | Спец. |
| Максимум. Размер кадра | 2000 мм*2000 мм |
| Мин. Размер кадра | 300 мм*250 мм |
| Спецификация алюминия | 5,5~26,5 мм |
| Давление воздуха | ≥ 0,65 МПа |
| Напряжение | 220 В переменного тока 50 Гц |
| Сила | 1кВт |
| Необходимый диаметр молекулярного сита | 0,5~0,9 мм (можно настроить 1,0~1,5 мм) |
| Размер (Д * Ш * В) | 1400*1200*3600 мм |
| Масса | 3000 кг |
Техническое описание
 LJGZ2020A Машина для наполнения влагопоглотителем стеклопакетов
LJGZ2020A Машина для наполнения влагопоглотителем стеклопакетов 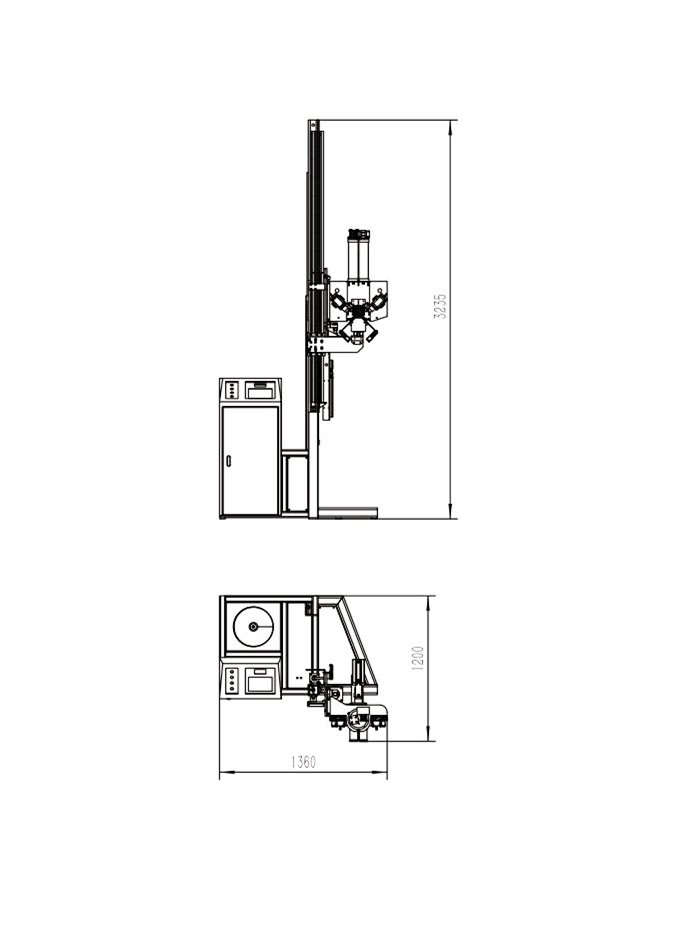 LJGZ2020X Машина для наполнения влагопоглотителем стеклопакетов
LJGZ2020X Машина для наполнения влагопоглотителем стеклопакетов