LJ6030-A Automatic Tempering Glass Production Line
LIJIANG Glass LJ6030-A Automatic Tempering Glass Equipment heats the flat glass and then quenches it, so that the surface layer of the cooled glass forms compressive stress and the inside of the glass form tensile stress, to improve the strength of the glass and make ordinary annealed glass into tempered glass.
- Vendor: LIJIANG Glass
- Shipping:
Learn More
LJ6030-A Automatic Tempering Glass Production Line
Description of the Equipment
1. Brief introduction
This tempering line includes a loading table, heating section with forced convection, passing section, quenching and cooling section, unloading table, and control system. It is used to produce flat tempered glass for furniture, home appliances, structural, architectural glass and Low-E glass, etc…
2. Loading Table
The loading table is made of rubber-covered Kevlar-rope rollers. When the glass is put onto the rollers, the glass will be conveyed automatically to the entrance of the furnace where it will be in the ready-to-enter position, and the rollers will then stop moving. It will send the glass into the furnace once the computer control system gives enter command.
 Figure 1 The loading table of automatic tempering glass production line 1
Figure 1 The loading table of automatic tempering glass production line 1

1.3 Heating Section
The structure of the heating section is of a double-layer box type covered with the insulating glass material. Inside this section, there is a conveyor system with high temperature-resistant ceramic rollers, which are imported from well-known manufacturers. Heating elements are installed on the upper layer and lower layer of this section. The upper layer radiation plate is a special heat resistant and anti-corrosion cast material. The heating element is of an integrated part with spiral-type resistance erected on the ceramic part, and it is easy to replace. When the glass is going to enter the furnace, the front door of the heating section opens, and the rollers of the loading table and heating section move at the same time. When the glass is in the furnace, the front door will close and the glass on the rollers will oscillate back and forth at a distance calculated automatically by the control system, such that the glass will be heated evenly. The heating elements are in a matrix layout.
1.4 Convection heating system
Our unique convection system consists of a compressed air system.
The air is compressed into a spiral shape tube inside the heating chambers (top and bottom), where air temperature reaches the temperature of the furnace before being blown into the glass. A perfect convection system, with the lowest power consumption and maintenance, cost when we compare it to other competitors.
1.5 Passing Section
The Passing technique is used to produce 4-6 mm. When used, the passing section can save power and reduce energy consumption. It’s no need to open the bigger blower after the passing section. It can almost save 60% of the energy of the quenching.
1.6 Flat Quenching Section
The alloy sections and steel sheets that we are using are tempered metals to avoid any possible deformation due to heat welding. And this ensures effective air flat distribution. Rational nozzle aperture and arrangement of air hole guarantee the glass even cooling. The upper and lower quenches are linked and combined with individual drives, which can actually control the accurate height for the air nozzle of quenches.
Matched with balance control of upper and lower air amount, the top and bottom of the glass can get the best air pressure on both sides, so as to ensure the flatness of tempered glass.
 Figure 3 The flat quenching section of automatic tempering glass production line
Figure 3 The flat quenching section of automatic tempering glass production line
The 1.7 Unloading Table
The unloading table is similar to the loading table. When the glass is transported to the end of the conveyor, the rollers will stop, and the glass can be taken away by hand, or by a robot if it is available at the customer’s factory.
 Figure 4 The unloading table of automatic tempering glass production line
Figure 4 The unloading table of automatic tempering glass production line
1.8 Control System
The control system includes the followings:
Process parameters storage and recall, such as glass thickness, size, color, glass type, and may be different sources of float glass and etc. Whenever you temper a new order for different thickness, size, color, type, source and etc., you just enter the process parameters, and the system will save these process data. Next time, when you have the same order, you can re-call the data, and the machine will automatically use the stored processing data to produce.
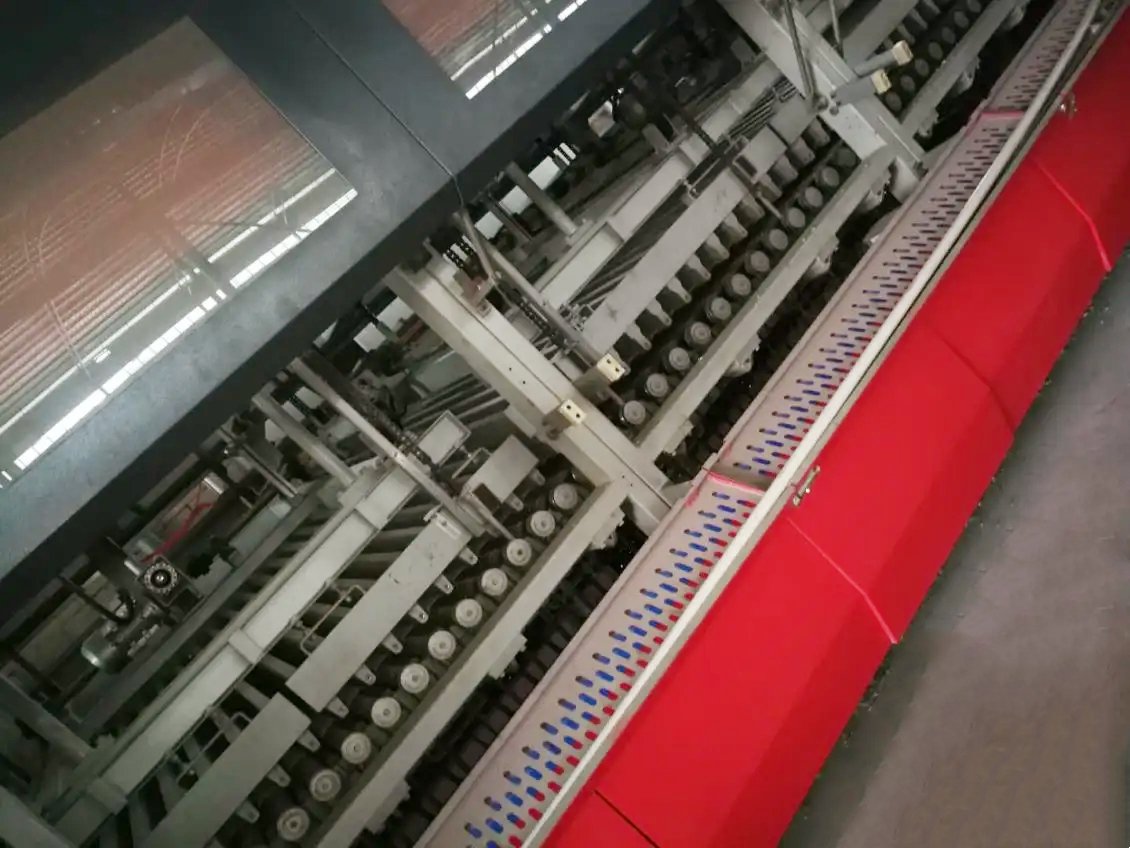 Figure 5 The control system of automatic tempering glass production line 1
Figure 5 The control system of automatic tempering glass production line 1 
The accessories schedule
Annex(1) (Spare parts sent with the tempering glass furnace)
No | Name of the parts | Quantity |
Loading and unloading table | ||
1 | Universal wheel | 20 |
2 | Round belt | 20 |
3 | Bearing | 2 |
4 | Chain (for reducer) | 1 |
5 | Chain lock (for reducer) | 5 |
Heating section | ||
6 | Ceramic roller | 2 |
7 | Bearing for the ceramic roller | 6 |
8 | Round belt | 15 |
9 | Ceramic tube (For the lead wire of the heating wire of the upper furnace body)A-B-C | 20-60-20 |
10 | Ceramic tube (For the lead wire of the heating wire of the upper furnace body) | 10 |
11 | Ceramic tube(for heating wire) | 20 |
12 | Ceramic tube (for installing the heating wire on the furnace body) | 10 |
13 | Ceramic tube (for installing the heating wire on the furnace body) | 20 |
14 | Upper&bottom Thermocouple | Each for 3 |
15 | Upper heating element | 6 |
16 | Below heating element | 3 |
17 | Solenoid Valve | 1 |
18 | Insulation sleeve | 5 |
19 | Heat wire lead copper fittings | 10 |
20 | Thermocouple ceramic protection tube | 10 |
Flat quenching and cooling section | ||
21 | Kevlar rope | 50m |
22 | Chain | 1 |
23 | Chain lock | 2 |
24 | Round belt | 10 |
25 | Bearing(for drive roller) | 4 |
26 | Solenoid Valve 410-15 | 1 |
Electric cabinet | ||
28 | Intermediate relay | 3 |
29 | Intermediate relay base | 3 |
30 | Fuse | Each for 2 |
31 | Breaker(heating wire) | 5 |
32 | SSR Solid State Relays | 5 |
33 | Heating element wiring terminal | 10 |
34 | Ф 150 mm Radiator fan | 1 |
35 | Ф 120 mm Radiator fan | 1 |
36 | Normal open/close contact | Each for 2 |
Annex(2) Main parts in each section
No. | Name of the parts | Brand |
Loading and unloading table | ||
1 | Driving Motor | SIEMENS |
2 | Rubber-Coverd Roller | Customized |
3 | Round belt | Barbieri |
4 | Bearing(drive roller) | NTN/NSK |
5 | Universal wheel | KAIRUIQI |
Heating section | ||
6 | Ceramic roller | Kamrola-USA |
7 | Driving Motor | SIEMENS |
8 | Motor Reducer | Foshan XingGuang |
9 | Round belt | Barbieri |
10 | Chain | Shunchang |
11 | Ceramic tube | HUAXU |
12 | Thermocouple | ZHAOQIN/DAZHENG |
13 | Heating element | Customized |
14 | Electromagnetic valve | AIRTAC |
15 | Heat wire lead copper fittings | Customized |
16 | Bearing for the ceramic roller | NTN/NSK |
17 | Thermal Insulation Materials | Customized |
18 | Air Cylinder | AIRTAC |
19 | HI-AL thermal-resistant board(inside) | Isolite |
Flat quenchingand cooling section | ||
20 | Transmission roller | Developed by Customized |
21 | Driving Motor | SIEMENS |
22 | Motor Reducer | Foshan XingGuang |
23 | Kevlar rope | BEIJING |
24 | Air Cylinder | AIRTAC |
25 | Round belt | Barbieri |
26 | Bearing(for drive roller) | NTN/NSK |
27 | Solenoid valve winding | AIRTAC |
Control System | ||
28 | PLC & All Kinds Of Module PLC | Omron |
29 | Inverter For Driving | YASKAWA/Danfoss |
30 | 734 newsletter Board | Customized |
31 | 485 Temperature Acquisition Board | Customized |
32 | Sensor | Autonics |
33 | Proximity Switch | Autonics |
34 | Intermediate Relay | Weidmueller |
35 | Fuse | Wohner |
36 | Breaker | MOLLER |
37 | SSR solid state relay | Customized |
38 | Encorder | KOYO |
39 | Radiator fan | Customized |
40 | 24V Power | Customized |
41 | Contractor | SIEMENS |
42 | UPS | KEHUA |
Blower System | ||
43 | Blower | CHANTONG |
44 | Inverter For Blower | Schneider/Danfoss |
Convection System | ||
45 | Air Compressor | INGERSOLL RAND |
46 | Air Tank | Customized |
47 | Air Tube | Customized |
Specifications for the correct use of tempering furnaces
1. Before heating the heating furnace, the electric furnace wire, main drive, and related components must be checked, and the heating can be performed only after the confirmation. There must be someone watching over the heating process.
2. The process parameters of the tempering unit must be adjusted by the operator according to the process requirements, and it is strictly forbidden for others to adjust them randomly.
3. The size of the glass that needs to be processed in the furnace should be in line with the processing capacity of the tempering unit, and it is strictly forbidden to be too large or too small to avoid damage to the equipment.
4. When adjusting the radian in the production of bending and tempering, people must direct and operate the computer to avoid misoperation and cause personal injury.
5. When lifting the upper wind grille, you must be extra careful to prevent the chain from breaking and damage to people. After the upper wind grille is raised, if you need to enter the wind grille for operation, you must insert the iron pin into the safety hole before entering to ensure safety.
6. When it is necessary to adjust the chain, sprocket, and other similar parts or remove the sundries on the surface, it must be stopped before work. It is strictly forbidden to operate by hand when the above parts are rotated to avoid accidents.
7. After the transmission stops due to sudden power failure, computer crash, etc., the glass in the furnace must be shaken out of the furnace by the hand crank mechanism quickly, and the ceramic roller table should keep rotating when the furnace temperature is above 300 degrees, to avoid causing Roller deformation.
8. During the operation of the equipment, it is necessary to frequently check the operation of the power distribution cabinet, the main drive, the forming section, the upper and lower sections, etc., to discover hidden dangers in time.
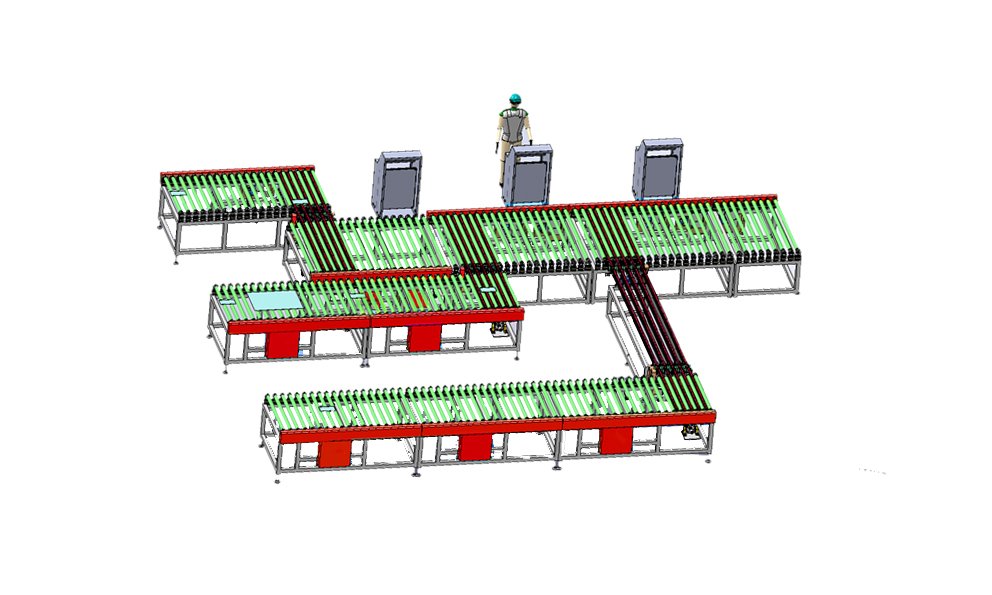 Automatic arrangement and connection of front-end of tempering furnace 1
Automatic arrangement and connection of front-end of tempering furnace 1
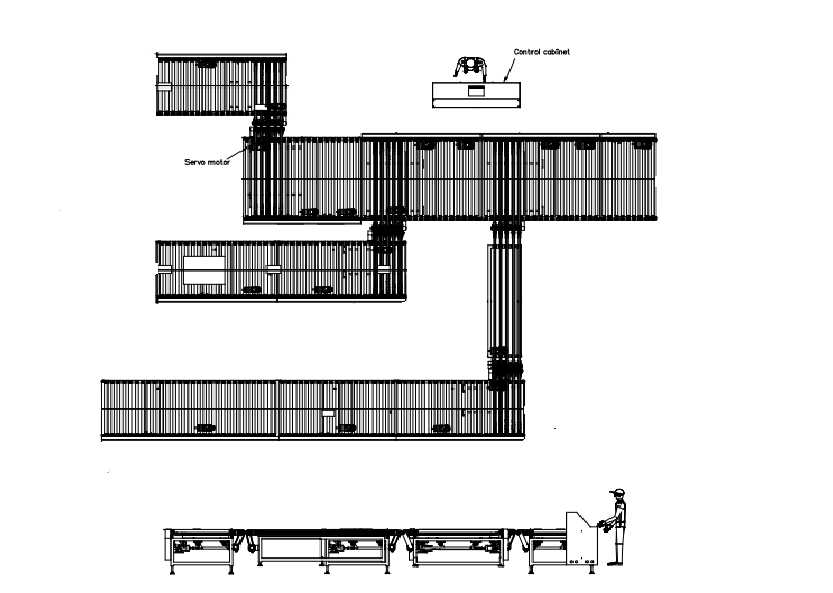
Automatic arrangement and connection of front-end of tempering furnace 2
Daily maintenance and maintenance of tempering furnace
1. Clean the surface of the equipment (including the console and the electric control cabinet), especially the photoelectric sensors and the glass of the instrument should be clean and dust-free.
2. Bearing lubrication, tempering furnace main drive bearing, ceramic roller bearing, furnace door bearing, furnace roof lift drive shaft bearing, and furnace roof lift trapezoidal spiral bearing, need regular inspection and refueling. The lubricant used is lithium-based grease. Generally speaking, the lubrication cycle is half a year for ceramic roller bearings, and the other is annual.
3. The daily inspection of each component, and check the work of each moving component (such as air grille, furnace door, valve, etc.) should be flexible and free from sticking.
4. Replacement of parts. Thermocouples, heating elements and other parts should be replaced in time if there is a problem.
Services
Pre-Sales Service
1. Free inquiry and consulting support.
2. Free sample-making support.
3. Manufacturing process inspection.
4. Free quotation.
5. Troubleshooting.
After-Sales Service
1. Offering the specifications for the entry-level glass deep-processing machine with 1 years warranty.
2. English software, user manual, and engineer guide.
3. 7/24 technical support by email or call, if you have any problems, we will help you to solve them within 12 hours.
4. During the warranty period, if any part is broken, we will provide it for free.
5. Free remote service and support, if it is necessary, our engineer will come to your country for training.
6. 7 working days to produce the machine, in the meanwhile, we will report the production process in time.
FAQs
1. Is it easy to operate for a beginner?
We provide an English manual or live video guide that will show how to set up and use the machine. Whether you are a beginner or an expert, you can quickly learn to operate. If you still have any problems, please contact us directly via calling or mailing.
2. How to choose the right entry-level glass deep-processing machine?
Yes, to give you a suitable entry-level insulating glass producing machine, please tell me the max working area, materials for processing, and the thickness for the materials to be cut. Then an affordable glass deep-processing machine will be recommended to fit your requirements.
3. If the glass deep-processing machine have any problem after I ordered it, what could I do?
3.1. Free parts will be sent to you in the warranty period if the machine has any problem.
3.2. Free after-sales service life for the machine, please feel free to contact us if you have any problems.
3.3. We will offer 7/24 free service and support by phone, WhatsApp, skype, and mail.
4. What about quality control?
The whole production procedure will be under regular inspection and strict quality control. The complete machine will be tested to make sure it can work very well before being out of the factory. The testing video and pictures will be available before delivery.
5. What about the MOQ?
Our MOQ is 1 set glass deep-processing machine. We could send the glass deep-processing machine to your country port directly, please tell us your port name. There will be the best shipping freight and machine price for you.
6. What about the payment terms?
6.1. 30% by T/T in advance, 70% by T/T before shipping.
6.2. L/C is acceptable, if the amount is big, please issue the draft for our confirmation at first.
7. What about the delivery terms?
We will arrange the delivery on the terms we both agreed upon after the confirmation by the buyer. For standard machines, it would be 7-10 days. For special ordered machines, it would be 15 to 30 days depending on the factory arrangement.
8. What about the packing?
Waterproof plastic film package with foam protection in each corner. Plywood case package with steel belt. It saves space as much as possible for container loading.
9. What about the documents after shipment?
After shipment, we will send original documents to you by DHL which include the packing list, commercial invoice, bill of landing, and other certificates as required by clients.
International Shipping Around the World
All the glass deep-processing machines can be shipped worldwide by sea, by air, or by international express logistics via DHL, FEDEX, UPS. You are welcome to get a free quotation by filling up the form with your name, email, detailed address, product, and requirements, we will shortly contact you with the full information including the most suitable delivery method (fast, secure, discreet) and freight.
1. Fryer:
2. Abnormal main drive:
3. Power outage:
(1) Quickly spread the glass to the furnace body. If the glass is recessed on the ceramic roller table, use the template to gently stir it, do not beat it hard.
(2) If the glass cannot be picked out, it must be cooled immediately, and then scraped off with a forced piece or other treatments after cooling down.
4. Crash:
(1) The type of crash is when the glass has just entered the furnace, and the main drive stops rotating, indicating that the glass is too long.
(2) The heating time is not timed, the processing method: immediately broadcast the glass to the furnace body, cut off the power, and restart the computer.
5. Abnormal heating system:
6. The furnace door cannot be opened, and the heated glass cannot come out:
How to disassemble and clean the ceramic roller table of the glass tempering furnace?
The ceramic rollers of the tempering furnace can only be replaced after the tempering furnace body has cooled down. When replacing the ceramic roller, it should be operated by at least three people (one person on each side, and one or two people in the middle). When disassembling, first remove the screws fixing the bearing, and then lift the ceramic roller of the tempering equipment and place it on the ceramic roller conveyor frame. on the ceramic roller, and then drag the ceramic roller outward. When pulling out the ceramic roller of the tempering furnace, be careful to move gently and avoid collision or scratching of the roller.
2. How to clean the ceramic roller of glass tempering furnace furnace?
Use a vacuum cleaner to clean the dust on the surface of the ceramic roller of the tempering furnace, then use a clean, lint-free, soft white cloth soaked in softened water and wipe it from the middle to both sides to remove the dust. It is best to use distilled or pure water to wipe the ceramic rollers of tempered equipment. Do not use alkali detergents or chemicals.
3. What should we pay attention to when installing the ceramic roller table of the glass tempering furnace?
When installing the ceramic roller of the tempering equipment, first place the ceramic roller conveyor of the tempering furnace near the location where it needs to be installed. At least three people will lift one end of the ceramic roller place it on the roller conveyor, and slowly push it into the tempering furnace. , then install the bearings and pulleys. At least three people (one on each side, one or two in the middle) lift the ceramic roller from the conveyor frame, align the bearing with the bearing hole on the roller base plate, and slowly put it in. Check the rotation of the ceramic roller manually to ensure that it rotates flexibly and smoothly; tighten the screws fixing the bearing; pay special attention to the fact that the bearing top screw at the rear end of the ceramic roller cannot be crushed with the bottom of the keyway, but must be locked with the bearing wire hole.
Know More
Tempering Glass Furnace Equipment Basic Operation Guide
A tempering furnace is a kind of equipment used to process glass. Through the process of heating and rapid cooling, the glass gains strength and safety. LIJIANG Glass will introduce the basic operation methods of the tempering furnace in detail through this article to help novice glass processors quickly master the operating skills of the tempering furnace.
2. Preparation work
2.1 Safety protection: Before operating the tempering furnace, you must first ensure that you wear safety protective equipment, including but not limited to safety shoes, safety glasses, work clothes, etc.
2.2 Equipment inspection: Check whether the tempering furnace and its peripheral equipment are operating normally. If there are any abnormalities, they should be eliminated in time.
2.3 Glass preparation: Prepare the glass to be processed according to the specified size and thickness.
3. Operation steps
3.1 Heating stage: Turn on the heating system of the tempering furnace and gradually increase the temperature in the furnace to the appropriate temperature according to the prescribed heating curve. Note that during the heating process, pay close attention to temperature changes to ensure accurate temperature control.
3.2 Load glass: Place the prepared glass into the tempering furnace in the prescribed manner. Note that you need to be careful when loading glass to prevent glass breakage.
3.3 Heat preservation stage: After the glass loading is completed, the tempering furnace is transferred to the heat preservation stage to keep the temperature in the furnace stable. At this stage, operators should pay close attention to the temperature changes in the furnace and make adjustments immediately if there are any abnormalities.
3.4 Cooling stage: After the heat preservation stage is over, the tempering furnace will be transferred to the cooling stage. At this stage, the glass is rapidly cooled, gaining a strengthening effect. Note that the cooling rate should be controlled within the specified range to ensure the strength and quality of the glass.
3.5 Out of the furnace: After the cooling stage, you can open the door of the tempering furnace and take out the processed glass. Note that the removed glass is still at a high temperature and needs to be handled with caution to prevent burns.
4. Precautions
4.1 During operation, the safe operating procedures of the tempering furnace must be strictly followed to ensure equipment and personal safety.
4.2 Avoid leaving the device during operation. If you need to leave, be sure to turn off the device first.
4.3 Regularly inspect and maintain the tempering furnace and its ancillary equipment to ensure normal operation of the equipment.
4.4 Pay attention to environmental protection and deal with the generated exhaust gas and waste materials promptly.
4.5 For glass that is processed for the first time, it is recommended to conduct a small batch test first to confirm that the effect and quality are stable before proceeding with mass production.
5. Common problems and solutions
5.1 Glass breakage: Reasons for glass breakage may include uneven glass thickness, improper loading method, etc. The solution is to ensure uniform glass thickness, load the glass correctly, and add supports if necessary.
5.2 Glass deformation: Causes of deformation may include uneven heating, uneven cooling, etc. The solution is to adjust the parameters of the heating and cooling phases to ensure uniform temperatures.
5.3 Insufficient glass strength: Insufficient strength may be related to heating temperature, cooling rate, etc. The solution is to adjust the parameters of the heating and cooling stages or to use a higher grade of glass.
6. Summary
LIJIANG Glass provides a detailed introduction to the basic operations of the tempering furnace through this article, including preparations, operating steps, precautions, common problems, and solutions. I hope it can help novice glass processors quickly master the operating skills of the tempering furnace. During actual operation, adjustments, and optimization should be made based on the specific conditions and actual needs of the equipment. At the same time, continue to learn and explore new technologies and methods to improve your professional level.
Know More
The basic knowledge of tempering glass furnace
2. Tempered glass has good thermal stability because there is compressive stress on its surface. This is also the reason why tempered glass has better resistance to rapid heating than rapid cooling.
3. The impact strength of tempered glass is 5 to 8 times that of ordinary glass.
4. Taking 5mm tempered glass as an example, use a 227g steel ball to impact the tempered glass. The ball will fall freely to a height of 2 to 3 meters. The glass will not break, while float glass of the same thickness will break below 1 meter.
5. The bending strength of tempered glass is 4 to 5 times that of ordinary glass.
6. Taking 5mm glass as an example, the flexural strength after tempering can reach 1520 kg/cm2.
7. The surface of tempered glass has compressive stress and the inner layer has tensile stress. The compressive stress of glass is 10 to 15 times the tensile stress, thus greatly improving the strength of tempered glass.
8. Thermal stability is the ability of glass to withstand severe temperature changes without being damaged.
9. Tempered glass can also be called prestressed glass. It acquires permanent stress through heating and cooling. If you want to eliminate this stress, you need to reheat the glass to a plastic state.
10. Glass is heated in the tempering furnace mainly through three methods: heat convection, heat radiation, and heat conduction.
11. The thermal radiation absorption capacity of glass is largely determined by the iron content of the glass. As the iron content increases, the heat absorption capacity increases.
12. The greater the temperature difference between two objects that are exchanging heat with each other, the faster the heat transfer.
13. In the heating furnace, about 60-70% of the heat obtained by the glass is obtained by the heat conduction of the rollers.
14. The correct way to control the heating temperature of the tempering furnace is to check the flatness of the glass, the surface quality of the glass, and other technical indicators.
15. For glass with a larger plate area (generally refers to glass plate area above 1500mm×1500mm), the heating time should be relatively extended by 5-15%.
16. The success of glass tempering mainly depends on the place where the temperature of the glass plate is the lowest. The drop in furnace temperature cannot be well supplemented, which will cause the glass to break in the cooling section, causing some waste.
17. 70-90% of the change in the flatness of tempered glass is caused by the temperature change of the roller.
18. The bottom temperature displayed on the computer terminal display of the tempering furnace is not the actual temperature of the roller, but the average temperature after the heating element at the bottom of the furnace tries to compensate for the cooling effect of the roller.
19. The heating process of glass in the heating furnace is a process of rapid temperature rise first and then gradual uniform heating.
20. Changes in ambient temperature directly affect the tempering and cooling effects of tempered glass. The lower the ambient temperature, the lower the wind pressure required for tempering and cooling, and the shorter the blowing time.
21. When tempering glass with holes and grooves, the heating time is 2.5% to 5% longer than that of glass of the same specification.
22. The heating time of glass with an angle less than 30° in the tempering furnace is 2.5% to 5% shorter than that of ordinary glass. The sharp corners should be placed back and scrap glass should be placed to prevent the corners from absorbing heat too quickly and causing bending.
23. When embossed glass is placed, it is generally placed with the non-flat surface facing upwards. To avoid ripples caused by too long heating time, non-flat surfaces are sometimes placed downwards. The heating time should be determined according to the thickest part of the glass, as well as the blowing pressure.
24. When placing ordinary solar film glass, to protect the film surface, the coated surface should face up, and the heating time should be appropriately shorter than that of ordinary glass of the same thickness.
25. When placing Low-E glass, to protect the film surface, the coated surface should face up. The heating time should be appropriately longer than that of ordinary glass of the same thickness, and S02 gas cannot be used.
26. When placing glazed glass, the glass must be dried before tempering. The glass may bend, which can be solved by adjusting the wind pressure balance. S02 gas cannot be used, and the heating time has a certain relationship with the color of the glaze.
27. When the bent steel glass comes out of the furnace, the positioning valve pops up. After the glass contacts the positioning valve, the roller moves forward about 50mm to correct the possible deviation of the glass.
28. When there is no glass in the curved steel air grille, the air release valve is open and the bending section air valve is closed. When the glass comes out of the furnace and arcs, after the set blowing delay time, the bending section air valve is opened and the air is released at the same time. The valve is closed.
29. The temperature of tempered glass is adjusted by changing the furnace temperature and heating time.
30. The approximate cooling capacity per unit area is certain. Cooling is to establish a certain temperature gradient in the thickness direction of the glass. Therefore, the thinner the glass, the faster the cooling rate required. For example, the cooling rate of 3 mm glass is 6 mm. 4 times that of glass, the cooling rate of 12mm glass is only 1/4 of that of 6mm.


